您好,欢迎访问三七文档
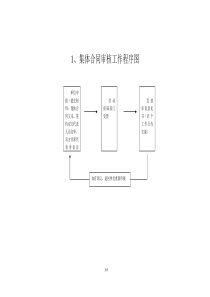
分段吊装:1、于船坞内按照固定架布置图,37号肋位布置一固定铁架(放置木垫与千斤顶,主要构件为纵向直角三角形桁架,千斤顶顶于直角点)、41至42号肋位放置三固定铁架(两侧布置木垫,中间布置千斤顶加大圆柱铁,主要构件为横向等腰三角形),放置好固定架,并准备好木头用作支撑。2、于左右两舷橡胶碰垫处安装吊码,用鹤式吊机进行起吊,吊装到第5分段前方。3、由于分段只是初步定位或固定架的木垫不够高,需逐步起吊分段从而放进木垫逐步提高分段。在此步骤中,需切割6分段甲板面合拢口的余量部分方便分段对接,另外5分段甲板面左右两舷的旁龙骨可暂时切割。4、分段定位:1在鹤式吊机起吊前两吊码的情况下,于甲板面两侧和中间安装花揽进行分段拉扯,于船舱内部中间点焊两吊码并用铁葫芦进行拉扯(艏尖舱壁处点焊于平台板)。2、当两分段处于较接近时,于两甲板面上相互间隔点焊大扁铁,使到两甲板面几乎卡在同一水平面上。3、操作37号肋位的千斤顶使得分段整体向上,同时敲击41号肋位两边的三角木垫起到固定分段的作用。3、当6分段开口余量完全套进5分段,工程完成。精度要求:1、首尾分段定位(1)分段尾部37号肋位与36号肋位之间的距离为600毫米。(2)分段艏部中心处42号肋位对出的护舷材吊放线锤到预埋铁对应位置(223毫米的护舷材宽度+12毫米艏柱板厚=235预埋铁上距42号肋位的距离)或(223毫米的护舷材宽度+12毫米艏柱板板厚+15毫米分段后端余量=250毫米预埋铁距42号肋位的距离)2、甲板面水平要求(1)于第5分段35号肋位电焊一扁铁用作标杆。(2)于36号肋位两舷点焊一扁铁用作水平量度。通过肋位与600毫米一肋位关系量度出42号肋位并点焊一扁铁。(3)于35号肋位的扁铁上量度和号画出634与757高度横线。于36号肋位量度和号画出600毫米的高度横线。于42号肋位量度和号画出500毫米的高度横线。(4)35号肋位的634与36号肋位对应,35号肋位757与42号肋位对应(可通过肋骨型值表查阅)3、中心线确定(1)于第五分段中心线左右取相等距离,通过双双作圆弧交叉点确定第6分段的中心线。(2)分段中心线要与前一分段、船坞中心线相对应,从而确定整个分段的中心线。(3)5分段平台与6分段横舱壁交叉点焊一花揽用作调整分段下半部分的中心线(中心线分别在艏尖舱壁上的扶强材上和平台板上)。4、外板码板(1)外板不能错位,十字中心要对应。部分较为特别的板材需进行火攻。(2)外板会出现高低板相接,间隙不足。5、两分段甲板面相对接6分段的甲板面与5分段的甲板面的结构面相持平(5分段加厚板部分较为注意)。精度操作:1、37号肋位千斤顶控制36号肋位的甲板面水平高度,41号至42号肋位千斤顶控制42号肋位甲板面水平高度。当整个分段向上提升,可敲击三角木垫使其固定分段不下沉。2、于甲板面船中交叉点焊大合拢花揽用作调整船中中心线,于艏尖舱壁交叉于5分段平台板点焊一大合拢花揽用作调整6分段底部中心线(艏尖舱壁扶强材和平台板有中心线)。3、船舱内艏尖舱壁的铁葫芦加上甲板面左右两侧的花揽用作调整船艏部中心处的位置(即42号肋位吊放线锤是否在船坞42号肋位的预埋铁上注意:加上护舷材和板厚的数值)4、甲板面的余量切割需进行两次切割。当甲板面的水平面已调校完毕方可进行(1)第一次余量切割为方便6分段整体包住5分段且此次切割应使两肋距相等(2)第二次余量切割为整体定位分段满足第一个精度要求。由于不能满足第一个精度要求,需切割时少切割5毫米余量用作补偿即肋距变为605毫米.5、5分段平台板合拢口弹画于平台板量出需切割的余量即36号肋位再以此量150毫米量出合拢线(多余余量需切割,36号肋位打上洋葱点)。分段板骨合拢:1、甲板面及其纵肋骨合拢。(1)加厚板底部即6分段舱室内左右两侧上下各点焊两个花揽垂直拉动加厚板。部分位置需要小花揽电焊加厚板和横舱壁进行拉扯。(2)同时,火攻5分段甲板面的纵、肋骨。且,于5分段与6分段对接点焊交子下压扁铁。(3)待5分段与6分段非结构面相平后,点焊艏尖舱壁与加厚板以及甲板面大纵桁与旁纵桁与甲板面。(4)上面完成后,可进行合拢锚链舱。锚链舱合拢:(1)点焊花揽于纵舱壁、底座与6分段艏尖舱壁相焊接。(2)逐步拉扯花揽,当纵舱壁紧贴艏尖舱壁,底板略与艏尖舱壁空一焊条距离。精度要求满足,可以将底座和纵舱壁进行焊接。外板码板:(1)除加厚板,其余甲板可通过交子,扁铁压平甲板面。(2)艏柱板合拢5分段的艏柱板内部结构面的结构纵骨可切割,以方便与6分段的艏柱板用铁契加码板进行平顺。且,艏柱板的余量在6分段上。(3)其余外板可通过合拢口处叠加的办法切割余量。所耗工时:15个工作日。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![苏交质[XXXX]28号附件江苏省水运工程质量管理统一用表](/doc-433440.png)
 水晶爱
水晶爱
本文标题:第六分段合拢
链接地址:https://www.777doc.com/doc-2087217 .html