您好,欢迎访问三七文档
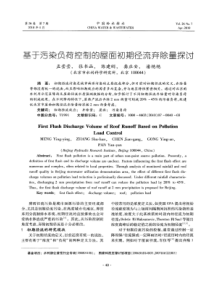
金属的腐蚀与防护教学课件第六章电化学保护应用电化学极化的方法来防止和减轻金属腐蚀的方法称为电化学保护。主要有阳极保护和阴极保护两种类型。另外,为了减轻电解腐蚀(主要是杂散电流腐蚀)所采取的排流防蚀技术及区域保护技术也进行了阐述论述。§6.1阳极保护对腐蚀介质中的金属结构物进行阳极极化,使其表面形成钝化膜,并通电维持其钝化状态,从而显著降低腐蚀速度的保护措施称为阳极保护。主要用于有氧化性且无Cl-的酸、碱、盐溶液中,要求材料必须具有钝化性,因此在海洋环境中忌用阳极保护,因为海水中含有大量Cl-。一、原理由E-pH图可见,当电极发生阳极极化而电位正移时,金属由活化腐蚀区过渡到钝化稳定区,使腐蚀过程的阴极控制变为阳极控制。只有能够发生阳极钝化的情况下才适用于该方法,极化状态必须保持在钝化区。第六章电化学保护二、参数由钝化曲线可以看出,阳极保护的主要参数是:(1)致钝电流密度,或临界电流密度(icp):是产生钝化所需最小阳极极化电流密度(A·m-2),它相当于金属阳极溶解的最大值,只有超过此值的电流部分才能形成钝化膜。极化电流密度(i)越大,转化为钝化状态所需时间(t)越短,其间大体有如下关系:(i-icp)×t=常数实际应用中要求icp越小越好,若太大则极化初期消耗功率大,使设备庞大而造价较高。第六章电化学保护(2)维钝电流密度或稳定钝化电流密度(ip):是钝化状态下维持电位稳定所需电流密度(A·m-2),它主要用于补充钝化膜的溶解。因此,ip越小越好,且消耗电能少。根据电解定律可以求出钝化膜的溶解速度Km与ip的关系为:Km=N×ip/26.8(g·m-2·h-1)(6—1)式中:N——钝化膜的化学当量(g);ip——钝化膜的维钝电流密度(A·m-2);26.8——电化学当量(A·h),26.8A.h=96500C。(3)钝化(区)电位(E钝):是使金属维持钝化状态的电位,其范围越宽越好。第六章电化学保护三、系统结构包括恒电位仪、辅助阴极、参比电极和被保护结构物,以及附设电路和仪表等。1.阴极材料要求耐蚀,机械强度好,不发生氢脆。浓硫酸中可使用铂、金、铸铁等;稀硫酸中可使用银、铝青铜、石墨;盐水中可使用高镍或高铬合金、碳钢;碱液中可使用碳钢。阴极设置力求最佳电流分布,使被保护的结构物整体均处于钝化稳定区。阴极安装应当绝缘、牢固、方便维修。阴极引出线与被保护体之间绝缘良好,并进行绝缘密封。第六章电化学保护2.参比电极有甘汞电极、氯化银电极、硫酸亚汞电极或氧化亚汞电极,根据介质性质和使用要求选定。铂在硫酸中,银在盐酸中或食盐水中,锌在碱性溶液中具有稳定电位,也可作参比电极使用。参比电极应分别设置在距离阴极近、中、远三处,平时以中间为监控标准,近、远处的参比电极可用来观察电位分布或临时使用。3.电器设备恒电位仪,工业用一般要求为6~24V,50~500A。根据阳极保护三参数和被保护体的面积估算。配电与走线要求安全合理,注意接地,防止杂散电流腐蚀。第六章电化学保护四、阳极保护方式1.单纯阳极保护有连续通电式和间歇通电式。用同一套电器设备同时满足icp和ip的要求,往往遇到实际困难。因为二者数值往往相差几个数量级,如:在100℃H2SO4中,对于碳钢icp=100A·m-2,ip=0.5A·m-2;在30%HNO3中,对于碳钢icp=10000A·m-2,ip=0.2A·m-2,为解决这一矛盾,可以采取逐渐加液连续通电式或连续钝化式。逐渐加液连续通电式是采取逐步加液,逐步钝化,直至容器中盛满液体和完全钝化,在此过程中,所需电流一直维持较小数量级。连续钝化式是预先涂覆临时性涂层,由于涂层有针孔,露出的面积很小,钝化电流也较小,实际使用过程中涂层逐渐破损,破损处很快钝化,直至涂层完全剥落,容器完全钝化,但其致钝电流却始终较小。第六章电化学保护2.联合保护阳极钝化法与其他防腐方法相结合的联合保护技术往往具有更好的防腐效果,经常采用的联合保护是阳极钝化法。主要有下列三种方式,即与涂层结合、与缓蚀剂结合或与电偶结合。例如:由于硫酸中的钛与碳或铂(电偶)相连接、热硫酸中的铬钢与Fe3O4+MnO2相连接时可处于钝化稳定区,当初期使设备强制钝化后,就可以用电偶方式保持其钝化状态。第六章电化学保护五、应用举例(表6-2)设备名称设备材料介质保护措施保护效果有机磺酸中和罐不锈钢20%NaOH中加RSO3H中和铂阴极,钝化区电位范围250mV孔蚀明显减少,产品含铁由(250~300)×10-6减少至(6~20)×10-6纸浆蒸煮锅碳钢(2.5m,H12m)NaOH100g·L-1,Na2S35g·L-1,180℃致钝电流4000A,维钝电流600A腐蚀速度由1.9mm·a-1降至0.26mm·a-1硫酸储槽碳钢H2SO485%,含有机物,27℃~65℃;H2SO489%钼阴极防蚀率约84%铁离子从40×10-6降至12×10-6硫酸槽加热盘管不锈钢,面积0.36m270℃~90℃H2SO4100℃~120℃阴极:哈氏合金,参比:不锈钢经过140h保护后,表面和焊缝良好铁路槽车碳钢NH4OH,NH4NO3,与尿素混合液阴极:碳钢,参比:铸铁效果显著碳化塔冷却水管碳钢NH4OH,NH4HCO3,40℃表面涂环氧;阴极:碳钢,参比:不锈钢喷铝,涂环氧保护1~3a,效果显著(化肥厂较好)碳化塔冷却水管碳钢NH4OH,NH4HCO3,40℃使用1a多,效果显著表6-2阳极保持应用举例注:阳极保护在含有Cl-的介质中慎用;工程设计中注意绝缘和参比点的选择。第六章电化学保护图7-1锌板-铁板、铜板腐蚀电池示意图mA—电流表§6.2阴极保护一、基本原理阴极保护是将被保护金属阴极极化,使之处于热力学稳定区,从而减轻或防止金属腐蚀的电化学方法。根据金属电化学腐蚀原理,电位较低(负)的铁和电位较高(正)的铜连在一起浸入海水中,电位较低的铁被腐蚀而电位较高的铜得到了保护。若想使铁和铜都不腐蚀,需将一块电位比铜和铁更低的金属锌接到回路中,并串联毫安表(mA)指示电流的大小和方向,如图6—l所示。第六章电化学保护由于锌板的电化学活性较强,连接后锌板上发生氧化反应Zn-2e→Zn2+,其间有大量的过剩电子沿导线流入铜板和铁板,而且e=e1+e2式中:el——锌板流入铁板电子数;e2——锌板流入铜板电子数。当el足够大时,就能抵消原先引起铁板腐蚀的电子流e腐,那么铁板上再没有电子沿着导线流入铜板了,这时回路中的电流方向是从铁板和铜板经导线流入锌板,再由锌板经海水流回铁板和铜板。因此,若电流表上的指针指零或反向,则表示铁的腐蚀电流消失或得到过剩阴极电流的保护,因此,铁板得到了保护不再发生腐蚀,而锌板却受到了腐蚀。第六章电化学保护由于锌板的接入,腐蚀电池中的铁板和铜板都变成了阴极而得到保护,所以称这种保护为阴极保护。下面用极化曲线来说明阴极保护的原理。为了说明问题,把阴、阳极化曲线按照强极化处理简化成直线,如图7—2所示。在图6—2中,SQR为阴极极化曲线,PS为阳极极化曲线,两者相交于S点,对应的电流Icorr为系统的腐蚀电流,对应的电位Ec为系统的腐蚀电位(或称混合电位)。图7-2阴极保护原理腐蚀极化图第六章电化学保护当对系统设备施加阴极保护时,即向设备施加阴极电流使其发生阴极极化,则系统设备的总电位就向负的方向移动,如移至E1,这时阴极上的总电流为I1,相当于线段E1Q,其中一部分电流是外加的,相当于PQ段,另一部分电流仍然是由于阳极腐蚀而产生的,相当于E1P段,可以看到,这时阳极的腐蚀电流I′1要比原来腐蚀电流Icorr小,即阳极腐蚀速度降低,得到一定的保护。第六章电化学保护图7-2阴极保护原理腐蚀极化图当外加的电流继续增加时,系统的电位会继续往负的方向移动,当电位达到阳极的平衡电位时,则阳极腐蚀电流等于零,即得到了完全保护,这时阴极电流Ip(相当于R段)全部是外加的电流,这一外加电流称为最小保护电流,所对应的电位称为最小保护电位(等于)。一般在海水中金属从稳定电位往负的方向极化200~300mV,就可以得到完全保护。二、阴极保护的种类及特点所谓阴极保护就是向被保护金属结构通以一定的阴极极化电流,使被保护的金属结构电位降至稳定区而得到保护。根据所提供电流的方式不同,可分为牺牲阳极保护法和外加电流保护法。牺牲阳极保护法就是选择电位较低的金属材料(如图7—l中的Zn板),在电解液中与被保护的金属相连,依靠其自身腐蚀所产生的电流来保护其他金属的方法。这种为了保护其他金属而自身被腐蚀损耗的金属或合金,就被称之为牺牲阳极。常用的有铝及其合金、锌及其合金、镁及其合金等阳极。外加电流阴极保护法是通过外加直流电源来提供所需的保护电流。将被保护的金属作阴极,选用特定材料作为辅助阳极,从而使被保护金属结构受到保护的方法。第六章电化学保护种类优点缺点牺牲阳极法不需要外加电流,安装方便,结构简单,安全可靠,电位均匀,平时不用管理,一次性投资小保护周期短,需要定期更换外加电流法电位、电流可调,可实现自动控制,保护周期较长,辅助阳极排流量大而安装数量少一次性投资较大,设备结构复杂,需要管理维护表6-3电化学阴极保护法的比较表6—3比较了两种阴极保护法的优缺点。第六章电化学保护三、阴极保护的主要参数保护电位保护电流密度第六章电化学保护三、阴极保护的主要参数保护电位保护电位是指阴极保护时使金属停止腐蚀所需的电位值。为了使腐蚀完全停止,必须使被保护的金属电位极化到活泼的阳极“平衡”电位。对于钢结构来说,这一电位就是铁在给定电解质溶液中的平衡电位。保护电位的值有一定范围,例如铁在海水中的保护电位在-0.80~-0.90V(vs.Ag/AgCl)之间,当电位比-0.80V更高时,铁不能得到完全的保护,所以该值又称为最小保护电位。当电位比-1.0V更低时,阳极上可能析氢,使阳极表面上的涂层鼓泡损坏,并可能产生氢脆,同时保护电流密度增大造成浪费,因而还要确定最大保护电位即析氢电位。保护电位值常作为判断阴极保护是否完全的依据,通过测量被保护结构的各部分的电位值,可以了解保护的情况,因而保护电位值是设计和监控阴极保护的一个重要指标。第六章电化学保护三、阴极保护的主要参数保护电位金属或合金参比电级Cu/CuSO4Ag/AgCl/海水Ag/AgCl/饱和KCl锌/(洁净)海水铁及钢通气环境-0.85-0.8-0.750.25不通气环境-0.095-0.09-0.850.15铅-0.60-0.55-0.500.50铜基合金-0.05~-0.65-0.45~-0.6-0.4~-0.550.6~0.45铅上限-0.95-0.9-0.85-0.15下限-1.2-1.15-1.1-0.1表6-4一些金属在海水中的保护电位第六章电化学保护三、阴极保护的主要参数阴极保护时使金属的腐蚀速度降到允许程度所需要的电流密度值,称为最小保护电流密度(ip)。最小保护电流密度是与最小保护电位相对应的,要使金属达到最小保护电位,其电流密度不能小于该值,否则,金属就达不到满意的保护。如果所采用的电流密度远远超过该值,则有可能发生“过保护”,出现电能损耗过大、保护作用降低等现象。最小保护电流密度作为阴极保护的主要参数之一,与被保护的金属种类、腐蚀介质的性质、保护系统中电路的总电阻、金属表面有否涂覆层及涂覆层的种类、外界环境条件等因素有关,必须根据经验和实际情况才能判断得当。保护电流密度第六章电化学保护三、阴极保护的主要参数表6—5列出了钢铁在不同环境中所需的保护电流密度。表6—6列出中国一些码头用钢所需的保护电流密度。保护电流密度环境条件保护电流密度/mA·m-2环境条件保护电流密度/mA·m-2稀硫酸室温1200中性土壤细菌繁殖400海水流动150中性土壤通气40淡水流动60中性土壤不通气4高温淡水氧饱和180混凝土含氯化物5高温淡水脱气40混凝土无氯化物1表6—5钢铁在不同环境中所需的保护电流密度第六章电化学保护三、阴极保护的主要参数保护电流密度码头名称海水中保护电流密度/mA·m-2土壤中保护电流密度/mA·m-2裸钢有涂层裸钢上海石化陈山原
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 zsk198491
zsk198491
本文标题:第6章电化学保护.
链接地址:https://www.777doc.com/doc-2111160 .html