您好,欢迎访问三七文档
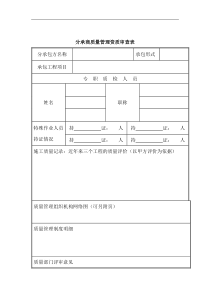
北京工业大学电子工艺实习报告学院实验学院专业电子信息工程学号姓名成绩指导教师2013年10月一、目的与意义电子工艺实习这门课程在内容上尽量打破传统的学科体系,主要考虑教学实践和实际应用的需要,尤其强调实践过程。在学习中,学生不但可以学习工艺技术、工艺知识,还可以了解正规的操作规范。在实践中,本课程重视理论联系实际的环节。学生通过实习应学到有关电子工艺基础知识,培养一定的实践动手能力,培养严谨、细致、实干的科学作风。二、实习内容1、安全用电(1)电击、电伤的概念。电伤:由于发生触电而导致人体外表创伤。①灼伤:由于电的热效应而灼伤人体皮肤,皮下组织,肌肉,甚至神经。灼伤引起皮肤发红,气泡,烧焦,坏死。②电烙伤:由电流的机械和化学效应造成人体触电部位的外部伤痕,通常是皮肤表面的肿块。③烙印。它发生在人体与带电体有良好接触,但人体不被电击的情况下,在皮肤表面留下和接触带电体形状相似的肿块痕迹,一般不发炎或化脓,但往往造成局部麻木和失去知觉。④皮肤金属化。由于高温电弧使周围金属熔化、蒸发并飞溅渗透到皮肤表层所形成。皮肤金属化后,表面粗糙、坚硬。根据熔化的金属不同,呈现特殊颜色,一般铅呈现灰黄色,紫铜呈现绿色,黄铜呈现蓝绿色,金属化后的皮肤经过一段时间能自行脱离,不会有不良后果。此外,发生触电事故时,常常伴随高空摔跌,或由于其它原因所造成的纯机械性创伤,这虽与触电有关,但不属于电流对人体的直接伤害。电击:电流通过人体,严重干扰人体正常生物电流,造成肌肉痉挛、神经紊乱,导致呼吸停止,心脏室性纤颤,严重危害生命。(2)人体触电的安全电流值30mA。表1电流对人体的作用(3)人体电阻值100kΩ~800Ω。一般在干燥环境中,人体电阻大约在2千欧-20兆欧范围内;皮肤出汗时,约为lkΩ左右;皮肤有伤口时,约为800Ω左右。人体触电时,皮肤与带电体的接触面积越大,人体电阻越小。(4)交流电的频率对人体的影响。直流电一般引起电击伤。交流电电击电伤同时发生。特别在40~100HZ时对人体最危险。(人心跳在60~90HZ)而我国市电为50HZ。当交流电频率在20000HZ时对人体危害很小。(一些理疗仪器采用的就是这个频段)人体内是存在生物电流的,一定限度的电流不会对人造成损伤。一些理疗仪器就是利用电流刺激达到治疗目的的。2、焊接技术(1)THT焊接THT是指插接件通孔焊接(Through,通常是手工焊接或者波峰焊接.♦浸润的概念熔融焊料在金属表面形成均匀,平滑,连续并附着牢固的焊料层称为浸润。也叫润湿。浸润成度主要决定于焊件表面的清洁程度及焊料表面张力。♦焊接机理锡焊过程是将焊料,焊剂,焊件在焊接热的作用下所发生的相互间物理—化学作用的过程。从工艺角度看锡焊过程有三个阶段:①预热焊料和焊件的结合面。②熔融焊料在助焊剂的帮助下填入工件缝隙与焊件发生反应,扩散而成界面合金薄层。③焊料冷却,形成接头。♦五步焊接法图1五步焊接法a.准备施焊准备好焊锡丝和烙铁。此时特别强调烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡)。b.加热焊件将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部分,例如印制板上引线和焊盘都使之受热,其次要注意让烙铁头的扁平部分(较大部分)接触热容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持焊件均匀受热。c.熔化焊料当焊件加热到能熔化焊料的温度后将焊丝置于焊点,焊料开始熔化并润湿焊点。d.移开焊锡当熔化一定量的焊锡后将焊锡丝移开。e.移开烙铁当焊锡完全润湿焊点后移开烙铁,注意移开烙铁的方向应该是大致45°的方向。♦焊接具备的条件(1)锡焊的的条件:①被焊金属具有可焊性。②被焊金属及元器件引线应保持清洁。③应选用合适的助焊剂和焊料。④具有适当的焊接温度。⑤具有合适的焊接时间。(2)对焊接的要求①焊点的机机械强度要足够②焊点可靠,保证导电性能③焊点表面要光滑、清洁♦焊接质量检查(1)目视检查目视检查就是从外观上评价焊点有什么缺陷。目视检查的主要内容:①是否有漏焊,漏焊是指应该焊接的焊点没有焊上。②焊点的光泽好不好。③焊点的焊料足不足。④焊点周围是否有残留的焊剂。⑤焊盘与印制导线是否有桥接。⑥有没有脱落。⑦焊点有没有裂纹。⑧焊点是不是凹凸不平。⑨焊点是否有拉尖的现象。⑩焊点是否有拉尖的现象。(2)手触检查手触检查是指用手触摸被焊元器件时,元器件是否有松动的感觉和焊接不牢的现象。(3)焊接缺陷桥接·焊料拉尖·虚焊、·假焊·堆焊·空洞·浮焊·铜箔翘起·焊盘脱落(4)焊料流满整个焊盘,无裂缝、针孔、夹渣。所谓外观检查,除目测(或借助放大镜、显微镜观测)焊点是否合乎上述标准外,还包括检查以下各点:漏焊;焊料拉尖;焊料引起导线短路(即“桥接”);导线即元器件绝缘的损伤;布线整齐;焊料飞溅。检查时除目测外还要用指触镊子拨动,拉线等检查有无导线短线,焊盘剥离等缺陷。♦通电检查:通电检查必须是在外观检查及连线检查无误后才可进行的工作,也是检验电路性能的关键步骤。通电检查可以发现很多微小的缺陷:如目测观察不到的电路桥接,内部虚焊等。常见焊点缺陷及分析:造成焊接缺陷的原因很多,但主要可以在四要素中寻找,在材料(焊剂与焊料),工具(烙铁等)一定的情况下,采用什么方式及操作着是否有责任心,就是决定因素了。(2)SMT技术♦SMT技术SMT就是表面组装技术(SurfaceMountedTechnology的缩写),是目前电子组装行业里最流行的一种技术和工艺。♦SMT主要特点。①组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。②可靠性高、抗振能力强。焊点缺陷率低。③高频特性好。减少了电磁和射频干扰。④易于实现自动化,提高生产效率。降低成本达30%~50%。节省材料、能源、设备、人力、时间等。♦SMT组成。基本工艺构成要素:丝印(或点胶)--贴装--(固化)--回流焊接--清洗--检测--返修①丝印:其作用是将焊膏或贴片胶漏印到PCB的焊盘上,为元器件的焊接做准备。所用设备为丝印机(丝网印刷机),位于SMT生产线的最前端。②点胶:它是将胶水滴到PCB的的固定位置上,其主要作用是将元器件固定到PCB板上。所用设备为点胶机,位于SMT生产线的最前端或检测设备的后面。③贴装:其作用是将表面组装元器件准确安装到PCB的固定位置上。所用设备为贴片机,位于SMT生产线中丝印机的后面。④固化:其作用是将贴片胶融化,从而使表面组装元器件与PCB板牢固粘接在一起。所用设备为固化炉,位于SMT生产线中贴片机的后面。⑤回流焊接:其作用是将焊膏融化,使表面组装元器件与PCB板牢固粘接在一起。所用设备为回流焊炉,位于SMT生产线中贴片机的后面。⑥清洗:其作用是将组装好的PCB板上面的对人体有害的焊接残留物如助焊剂等除去。所用设备为清洗机,位置可以不固定,可以在线,也可不在线。⑦检测:其作用是对组装好的PCB板进行焊接质量和装配质量的检测。所用设备有放大镜、显微镜、在线测试仪(ICT)、飞针测试仪、自动光学检测(AOI)、X-RAY检测系统、功能测试仪等。位置根据检测的需要,可以配置在生产线合适的地方。⑧返修:其作用是对检测出现故障的PCB板进行返工。所用工具为烙铁、返修工作站等。配置在生产线中任意位置。♦SMT应用①尺寸小②容量大③重量轻④能接纳大型,高引脚数的复杂IC⑤在高频高速下工作⑥对电磁兼容性要求高⑦能自动化大批量生产♦焊接机理再流焊也叫回流焊,是伴随微型化电子产品的出现而发展起来的焊接技术,主要应用于各类表面组装元器件的焊接。这种焊接技术的焊料是焊锡膏。预先在电路板的焊盘上涂上适量和适当形式的焊锡膏,再把SMT元器件贴放到相应的位置;焊锡膏具有一定粘性,使元器件固定;然后让贴装好元器件的电路板进入再流焊设备。传送系统带动电路板通过设备里各个设定的温度区域,焊锡膏经过干燥、预热、熔化、润湿、冷却,将元器件焊接到印制板上。图2再流焊曲线图♦焊接质量检查。表2SMT焊接质量检查项目图示要点检测工具判定基准1.部品的位置。W接头电极之幅度W的1/2以上盖在导通面上。注意事项:用眼看部品位置的偏移,不能以测试器确认时,用放大镜目测。卡尺1/2以上2.部品的位置。E接头电极之长度E的1/2以上盖在导通面上。注意事项:用眼看部品位置的偏移,不能以测试器确认时,用放大镜目测。卡尺1/2以上3.部品的位置。1/2W至于接头部品的倾斜,接头电极之幅度W的1/2以上盖在导通面即可以。注意事项:用眼看部品位置的偏移,不能以测试器确认时,用放大镜目测。卡尺1/2以上4.焊锡量1/4F电极为高度F的1/4以上,幅度W的1/4以上之焊锡焊接。卡尺1/2以上5.焊锡量在接头部品的较长之方向,从接头电极的端面焊锡焊接0.5mm以上。如G卡尺0.5mm以上6.焊锡量13焊锡的高度是从接头部品的面上H为0.3mm以下。杠杆式指示表0.3mm以下G7.焊锡量I接头部品的焊锡不可以叠上,如I。目测不可以叠上8.部品的粘接良品粘接剂在接头部品的电极和印刷基板之间无粘接剂。目测不可以在电极之下9.部品的粘接粘接剂不良品在接头部品的电极和印刷基板之间无粘接剂。目测不可以在电极之下10.部品的位置不可违反最小电气间隙接头部品的位置偏移,倾斜不可以接触邻近的导体。对于不能用眼作判定的东西使用测试仪。目测不可以接触11.焊锡量焊锡溢出焊锡不可以溢出导通面的阔度。目测不可以溢出12.部品的位置JIC部品的支脚的幅度J有1/2以上在导通面之上。卡尺1/2以上13.部品的位置1/2KKIC部品的支脚与导通面接触的长度K,有1/2以上在导通面之上。卡尺1/2以上14.部品的位置元件脚导体部品位置的偏移与邻接导体间距应≥0.2mm;不可以与邻接导体接触。目测不可以接触15.支脚不稳对于支脚先端翘起的东西,先端翘起在0.5mm以下。卡尺0.5mm以下3、常用元器件识别与测量(1)电阻♦24系列排序法。导通面E24标称阻值系列(还有E12系列)1.0,1.1,1.2,1.3,1.5,1.6,1.8,2.0,2.2,2.4,2.7,3.0,3.3,3.6,3.9,4.3,4.7,5.1,5.6,6.2,6.8,7.5,8.2,9.1♦色环表示法(颜色数值表)。♦色环识别方法。表3色环表示法色环第一环第二环第三环第四环黑001棕1110±1%红22100±2%橙331000黄4410000绿55100000±0.5%蓝661000000±0.2%紫7710000000±0.1%灰88100000000白991000000000+5-20%金±5%银±10%(2)电容♦系列值排序法。①按材料分类瓷片、电解、金属膜、云母、独石、涤纶等。②按数值分类固定和可调电容。③按性能分类④无极性电容器电容量及耐压系列电容量:1,1.2,1.5,1.8,2.0,2.2,2.4,2.7,3.0,3.3,3.6,3.9,4.3,4.7,5.1,5.6,6.2,6.8,7.5,8.2,9.1······数值×10npFn=0,1,2,3,4,5······耐压系列:10,16,25,50,63,100,160,250,400,500,630,1000,1600······单位:伏(V)⑤有极性电容器电容量及耐压系列(电解电容)电容量:1,2.2,3.3,4.7,6.8,10,22,33,47,68,100,220,330,470,680,1000,2200,3300······数值×uF耐压系列:3,6.3,10,16,25,35,50,63,100,150,200,250,350,400,450,500······单位:伏(V)♦色环表示法(颜色数值表)。♦色环识别方法。表4电容色环表示法标示数字倍乘数标示数字倍乘数010051051101610621027107310381084104910-1DFGJKM±0.5%±1%±2%±5%±10%±20%(3)二极管♦二极管的单向导电特性。♦识别与测量。用电阻档测量:黑表笔表示“正
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 gaofeilovepo
gaofeilovepo
本文标题:电子工艺实习报告
链接地址:https://www.777doc.com/doc-2210209 .html