您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 炉外精炼用小型直流钢包炉的探讨t
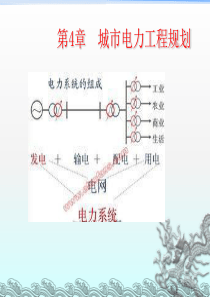
电弧炉炼钢的原理和工艺的详细过程工艺一般都是老三期干法可分为熔化期氧化期还原期原理:电炉练刚.电炉练钢是利用电能来作热源进行冶炼.常用的电路有电弧炉和感应炉两种,而电弧炉练钢占电炉练钢产量的决大部分.一般所说电炉就是指电弧炉.电炉可全部用废钢做为金属原料,可冶炼力学性能和化学成分要求严格的钢,如特殊工具钢,航空用钢和不锈刚等.电炉按所有的炉衬分为酸性和碱性两种.目前主要用碱性电炉,这种炉子可以有效地祛除钢中的硫,这是其他练钢方法所及的.随着世界钢铁生产的发展,电炉钢的比例不断提高,目前占世界钢产量的30%左右,尤其以电路-连铸-连扎为特点的电炉短流程工艺的确立,使电炉钢得到了很大的发展.世界上近年来发展的新型电炉主要有超功率电炉,直流电路,双壳电炉,坚炉电炉等.随着炉外精练工艺的发展,电炉作为初练炉的功能更加突出.电炉-精练炉的联合超作,使电炉的冶炼周期大大缩短,有生产节奏转炉化的趋势,生产效率大大提高.(炉外精炼用小型直流钢包炉的探讨第六图书馆炉外精炼直流钢包炉探讨大连特殊钢吴安民杨文君不详1993第六图书馆炉外精炼用小型直流钢包炉的探讨吴安民杨文君(一炼钢分厂)日IJ舌随着科学技术的发展.用户对钢的质量要求日益苛刻。对钢的化学成分要求范围越来越窄,对钢中有害元素和夹杂物要求越来越低,对钢中气体含量除有特殊要求外绝大多数要求越来越少,以至于出现了超纯钢。连铸技术水平的提高和普及也对钢的化学成分和温度等要求有较窄的范围。为了适应这种苛刻的需要,自60年代开始,相继出现了VOD、RH等不同形式的精炼方法。但由于没有炉外加热功能,温度控制比较困难,冶炼钢种受到限制。因此又出现了带有加热功能的精炼方式,如VAD、VHD、LF、LFV等。发展至今.EAF—LF—cc(电弧炉一炉外精炼一连铸)被认为是特殊钢厂较合理的工艺流程由于精炼技术的发展,分割炼钢法已成为必然趋势,电弧炉逐渐变成单一功能的熔化设备,而将精炼合金化等完全移到钢包中进行,这无疑会加重钢包精炼的负担,一般精炼时间需长达1小时,钢包加热尤其是小型钢包加热就显得至关重要了。今后,没有炉外精炼的特殊钢厂由于冶炼手段落后,成本持高不下,质量无法满足用户需要,将逐渐丧失市场竞争能力,不能再称其为特殊钢厂。而没有加热功能的炉外精炼至少是不完全的,无法适应冶炼多钢种的需要。1小型钢包炉的加热方式正如前言中所述,实行炉外加热,以补充精炼过程中的热损失势在必行。目前不少厂家已实现全精炼或正在扩大精炼。对于较大吨位的炉子,炉外加热已不是什么难题,充其量仅相当于不带倾动机械的小型电弧炉。但我厂(我国)绝大多数是2O吨以下的电炉,又不可能全部扒掉重建小型炉子钢包加热要比较大炉子困难得多首先,小型炉子温度波动大,吨钢加热能力要相应大些且要有在较大范围内的加热灵活性。其二,小型钢包包口直径小,在小包口空间布置三相电极极为困难。以我厂20吨炉(钢包为24吨)为例,包口内衬直径为1750毫米,即使采用0200毫米的三根电极,电极外缘距包衬也仅能达到400?44?维普资讯第六图书馆第六图书馆毫米左右,且三相电极送电时电磁力互相干扰,使得电弧外偏,在相对于电极的包衬处形成热点,加快此处包衬的损坏,严重影响钢包使用寿命,如图l。因此,尽可能加大电弧与包衬的距离是小型钢包炉加热的难点之一。好在直流电弧炉日益完善的技术可以解决这一难题。关于直流电弧炉许多文献都有介绍,这里不再赘述。若将这项技术移植到钢包炉上就成为直流钢包炉。直流钢包炉的显著特点之一是单电极加热.电极与包衬等距离,能场分布均匀,对包衬的损失均匀.不会在包衬处形成热点。图1三电极与单电极加热的热辐射效应实际上单相交流电也能完成直流钢包炉的任务,其外部结构也没有什么不周,只是用电形式不周而已。因众所厨知的电气方面原因,单相交流无法与直流相比,故不在本文讨论范围之内。2直流钢包炉2.1直流钢包炉及其结构直流钢包炉电路结构几乎完全与直流电弧炉相同,如图2。从变压器输出的低压电源经整流成直流电。整流后的电源负极经电抗器与弧电极相联,正极接地并通过接触器与底电极相联。当弧电极下降到一定程度时于熔池间产生电弧,电路导通,开始工作。电路中整流部分必不可少,它有几种形式可以利用。其一为电动机直流发电机式;其二为二极管桥式整流;其三为可控硅晶闸管整流。由于钢包炉所用功率远远低于电弧炉,所以几种形式可自由选择,笔者认为可控硅整流优点相对要多一点。为了防止瞬间短路,保护整流部分,电路中直流电抗器是不可少的。电抗器工作过程中的电阻极小,几乎对电路没有影响,只对电流变化起缓冲作用。与直流电弧炉相同,底电极是钢包炉非常重要的部分,由于钢包的工作环境与电弧炉有很大差别,底电极的设置l_高压开关2.变压器3.整流器4接触器5.底电概6弧电概7.电抗嚣图2直流钢包炉电气回路?45?维普资讯第六图书馆第六图书馆更为困难。与直流电弧炉完全不同的是底电极与二次导体的联接,这部分更不能照搬电蕊炉技术,我们称其为接触器。以上两部分下文中将有论述。自控所需工作状态信号取自于交流侧还是直流侧各有特点,应根据可靠和方便程度、现有电气元件以及控制机械型式的需要而定,这里不再讨论。直流钢包炉的电锻与电极升降机构,自控仪表等都只有一套且不需倾动机构,因此设计、安装、检修等都较交流炉简单,故障率可降低2/32.2直流钢包炉的冶金特点交流炉的加热方式属顶加热方式,电弧通过加热钢渣来加热熔池、电弧辐射出去的热量部分地通过炉衬和炉盖再反射到钢渣上,不尽附合传热学原理。直流炉虽然没有排除顶加热方式,但总体上有很大改观。据资料介绍,阳极产生的热量占43,远远大于负极(26)。而阳极又埋入熔池底部,直接接触钢水,钢水成为阳极绝好的冷却剂,传热方式主要为传导传热和对流传热,效率要比弧电极高得多,这样就使熔池上部局部过热现象得到改善,有利于提高包衬寿命。由于整个熔池构成电流回路的一部分,电流方向不随时间变化而改变,由此而产生和电磁力——劳伦兹力使钢水沿水平方向旋转,同时电弧压力也使钢水向下移动再沿包衬返回,使得钢水更加紊乱,传热传质更迅速。也许这两个力与钢包吹氩产生的气泡上浮作用相比小得多。但正是劳伦兹力对上浮的氩气泡形成剪切力,把气泡变得更细小,滞留在钢水中时间更长,精炼效果更好。应该注意,透气塞(或顶吹枪)不可置于钢包中央,否则这种力反而将氩气束缚成柱状上升,降低精炼效果。还有的资料介绍,由于熔池始终处于阳极正电荷的轰击之下,由此而产生的电化学作用更有利于脱氧去硫,按常识推断,这种论点完全站得住脚,但笔者未进一步作理论和实践方面的探讨,不敢妄言。2.3直流钢包炉的变压器容量及电压级直流钢包炉精炼是电弧炉冶炼的后续部分,绝大多数电能消耗在电弧炉中,钢包炉加热主要用于补充损失的热量,升温速度不一定要求很快,因此变压器容量要小得多,其伸缩性也较大。容量的大小,受冶炼钢种,含硫量、铁合金加入量,钢包烘烤条件以及是否需要真空处理等多方面的制约。可以通过计算得出初步结果。但计算结果还不能直接应用,否则可能有很大出入。根据计算结果再参照外国现有钢包炉去选择往往会事半功倍,更加可靠。由以上观点,笔者认为,小型钢包炉功率以o.1MVA/t钢为宜,如我厂24吨钢包选择25MVA变压器即可。直流炉与交流炉不同,它是在长弧下工作的,这在电弧炉中加热炉料具有显著的优点,但对于钢包炉就不同了,钢包炉的主要操作过程是在还原气氛下完成的,而还原期又不易造成高质量的泡沫渣,长弧反而不利于提高钢包寿命。直流电弧通过标定,基本符合弧长(mm)二电压效(V)一20,所以应根据钢包直径选择相应的弧长进而确定电压。根据笔者在现场工作经验认为,我厂24吨钢包电弧不宜超过100毫米,即电压不超过120伏。钢包炉电压也不应过低,否则有可能由于电弧过短使电极过多地埋入渣中,引起碳的渡动。钢包加热的主要目的在于补充损失的热量,完全可以以断续加热的方式工作,因此不?46?维普资讯第六图书馆第六图书馆必连择过多的电压镪?有2~3个级别也就足够了一同时电压级别不应跨度过大,否则嗣于功率因数提高,无功损失增大。如我厂24吨钢包.完全可以选择8o~iBo伏.3级。3关于底电极与接触器的讨论直流钢包炉的设计难点在于底电极.它不同于直流电弧炉之处在以下几个方面:1钢包使用寿命远远低于电弧炉,底电极更换频繁.拆包,砌包,更换底电极必须简单方便。2.钢包在工作过程中需经常换位,不能采用水冷方式.单柱式水冷电极更不能采用。3.钢包需经常换位.包底二次导体不能随钢包移动.与电极问联接大多数紧固方式都不适用。4.钢包底部设浇铸孔和透气塞,可用于导电的面积有限。鉴于以上几点,钢包炉的底电壤设计要比电弧炉困难得多首先,应考虑采用风冷方式降低包底温度,降温的目的不仅为了冷却耐火材料.还在于降低导电材料的电阻值,使热量更集中于熔池,进一步保护底电极。其次还应考虑包底电极与二次导体的联接方式,使联接处不经拆装就能实现分离结合。电弧炉多种底电极形式中,笔者认为导电耐火材料和触针式底电极可以借鉴,但需要改进,笔者设想了如下两种形式的底电极和一种联接方式供读者参考,如图3、图4。图3为导电砖——半触针式底电极,其中导电砖为带L形薄钢板耐火砖。导电砖下部为石墨打结层石墨层用以保证触针和导电砖间的电传导这种设计的特点几乎与一般钢包的修砌方法相同触针和绝热层一般不需更换。由于钢包承接来料就是钢水,其本身就是导电体,钢水与砖缝中的L形钢板直接接触,不需启动电极,比直流电弧炉更为简单图4为触针式底电投;与电弧炉基本相同,不同的是触针分开两段这种设计的特点是工作可靠但拆包比较麻烦。包底要安装浇铸孔形砖和透气塞套砖因这两部分不能用于导电,故底电极不可能均匀对称。但钢水是导电俸,电弧其能在与熔池最近处也就是垂直方向导通,不会由此而引起偏弧上述两种设计承重板要采用较大面积的镂空形式,便于直接风冷集电板和触针,降低电阻值,保护导电体,同时也便于在底部更换修理触针。由于电源从整流器输出时阳极接地,所以集电板与包壳间有无绝缘并不重要这一点我厂在设计单电极渣炉时曾有过宴践。但若不采用绝缘措施,集电板与包壳间就要紧密联结,最好焊接,否则可能于某处出现似接非接状态引起放电打火,烧坏集电板和包壳考虑钢包在工作中经常换位,底电极与二次导体问不能甩紧固式联接,只能采用接触方式。为此,笔者设计了一种锥体电接触器,使得底电投与二次导体间不经拆装就能宴行分离结合。采用锥体的目的在于方便对中,锥度的太小视接触面太小、所需正压力以及弹簧的柔性程度综合考虑锥度越太,正压力越太,自由对中性就差。反之则可能不易顺利分离弹簧的压力应该可调。注意,接触部分不可出现尖角或锐棱,否则可能引起尖角放电打火烧坏接触面。以接触方式实现电路的联接,笔者曾作过类似的设计,经过运行,工作安全可靠。’除此之外,还有双电极,三电极直流钢包炉也可供参考(见《工业加热~1991、6期)。这些钢包炉避开了难以解决的底电极问题,电流仅在熔池上部形成回路,仍属单纯顶加热方式,尽管采甩渣电极使阳极电弧埋入渣中,但并没解决小型钢包炉电极距包衬近的问题,在这里就不详细介绍了--4小型直流钢包炉的投资及效益建一个小型直流钢包炉工位勿需占用多大面积,主要投资为电气部分。如变压器、整流器、电抗器、自控仪表,电极升降机构等,另外还要建一个操作平台,配备—定数量的钢包等因不需笨重的倾动机构,电极升降机构只有一套,机械设计、安装、维修都比较简单,故障率也将太大下降,总投资不会超过一般电弧炉。钢包炉与一般锕包相比,随选用的工艺不同而有不同要求,起码在盛有钢水时要留有一定自由空间,真空处理用钢包自由空间还要太一点。包壳、集电板等一次投资可长期使用。因不再使用一般钢包,运行费用只是增加了包衬耐火材料多
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 happyfishdan
happyfishdan
本文标题:炉外精炼用小型直流钢包炉的探讨t
链接地址:https://www.777doc.com/doc-2216056 .html