您好,欢迎访问三七文档
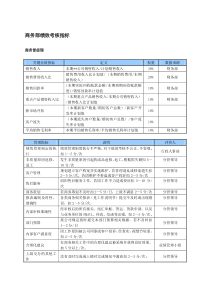
1生产工艺过程:焊接结构生产工艺过程可归纳如下:(1)生产准备——审查与熟悉施工图纸,了解技术要求,进行工艺分析,制订整个焊接结构生产工艺流程,工艺评定及确认工艺方法,制订工艺文件及质量保证文件,订购金属材料及有关辅助材料。(2)金属材料预处理——材料的验收、分类、储存、矫正、除锈、表面保护处理及预落料等为焊接结构提供合格的原材料。$S9o+P1R*`/z8U7B(N+M3V;h(3)备料——放样、划线、号料、切割、边缘加工、冷热成形加工、端面加工及制孔等为预装配及焊接提供合格的零件。(4)装配——焊接——焊缝边缘清理、装配和焊接。(5)检验。(6)成品验收、油漆、作标志包装。2生产规模:0I,e1M&T6W%_+^6y:l1^7X(1)单件小批生产:同一产品的生产数量较少,产品结构经常变化,并且事先难以确定重复生产的数量。设备:采用通用的设备,不采用专用夹具和特种工具。生产组织:基本没有流水作业,不同零件逐个按顺序生产。[.[7y;W-s)e生产方式:装配时多采用划线方式,部件间不具有互换性,装配——焊接以手工操作为主,机械化程度低,对工人的技术水平要求较高。!N;i&E2I9{9`9R(2)成批生产:一段时期内生产一定数量的同一产品,周期性地轮换生产若干种产品。设备:每一机床或机械装置周期性地重复加工几种零部件,可采用专用夹具及特种工具。生产组织:流水生产,零部件交叉混合生产,各工序不同步。生产方式:装配时采用分组选配(部分互换),装配——焊接工作可实现部分机械化,对工人技术水平要求稍低。(l4p/o6j#Y(3)大量生产:在相当一段时期内只生产同一种产品,生产量很大。%c/\%`:Y'`设备:采用各种专用设备及复杂的机械化高效工夹具、工艺装备。生产组织:零部件同时平行生产,流水性强,各工序同步。生产方式:零件具有互换性,操作为高度机械化,对工人技术水平要求较低。&M:Q:{'w%X1n/x-l5A:`.tG,V.P二、焊接结构工艺设计:)M3O0v6H$w$N焊接结构工艺设计主要包括结构材料的选用,焊缝布置、焊接方法的选择,焊接接头设计以及焊接材料、焊接参数的选择等。2.1焊接结构材料的选择:选择原则:(1)在满足使用性能要求的前提下,应尽量选用焊接性较好的材料。——低碳钢和强度级别较低的低合金结构钢(ωC0.25%的低碳钢和碳当量CE0.4%的低合金钢)。.W2@(M&m%c0@7[*G(2)尽量采用廉价材料,仅在有特殊要求的部位采用特种材料,以降低成本——麻花钻的工作部分用高速钢制作,柄部用碳钢制作,耐蚀件采用复合钢板或在普通结构钢表面堆焊耐蚀合金等。4v3qk4O*h+SJ$h)h.d-@n(3)尽量选用轧制型材,以减少备料工作量和焊缝数量,降低成本,且减少焊接应力、变形和焊接缺陷。形状复杂部位可采用冲压件、铸钢件等以减少焊缝数量。2.2焊缝布置:原则:(1)应用足够的操作空间,以便于施焊和检验——如焊条电弧焊时,焊条应能接近待焊部位;电阻点焊和缝焊时,电极应能达到待焊部位,如图6-6-2所示;埋弧焊时,应考虑施焊时接头处存放焊剂方便;需进行射线探伤的焊件,焊缝位置应便于探伤操作,以免漏检或误判。设计封闭容器时,要留工艺孔,如:入孔、检验孔和通气孔。(2)应有利于减少焊接应力与变形$_)L(L)l&Q0d+@7j*D①尽量减少焊缝数量——减少应力和变形。2`)U1[4V,C5d设计焊接结构时,应尽量选用尺寸规格较大的板材、型材和管材,形状复杂的可采用冲压件和铸钢件,如图6-6-4a,b,c所示。(U2s7I.o'E0D$w7d②焊缝尽量对称布置,以减少变形。$p2U1d#w;P3`7E0f:~-x-R③焊缝布置应避免密集、交叉,以防止接头组织和性能恶化,如图6-6-5所示。两条焊缝间距一般要求大于板厚且不小于100mm。(3)应使焊缝尽量避开工作应力较大和易产生应力集中的部位。2\%D(b7[)T0J8H2\.]#B%B(4)应避免母材厚度方向工作时受拉——因母材厚度方向强度较低,受拉时易产生裂纹。构最大应力处、结构拐角处应避开设计焊缝;压力容器一般不用无折边封头,而采用碟形封头和球形封头。#l%i&g7Q2N;b'z,[3Z(5)应尽量使焊缝避开或远离机加工面,尤其是已加工面,以免影响焊件精度和表面质量。2.3焊接方法的选择:材料的焊接性、焊接结构的特点、焊件的生产批量和经济性等因素影响着焊接方法的选择。4r#m#~0a?&e选择原则:在保证获得优质焊接接头的前提下,优先选择常用的焊接方法,若生产批量较大,还需考虑有高的生产率和低廉的成本。9}6t4N(W6k&|+G(1)材料的焊接性:)`:Z$f6N.b*r-v7`一般说,低碳钢和低合金结构钢可采用各种焊接方法。高合金钢、非铁金属及其合金则宜采用能量集中,保护良好的焊接方法,如氩弧焊、电子束、等离子弧焊等。异种金属焊接则宜采用电子束焊、激光焊、摩擦焊、扩散焊和钎焊等。'f/Y4F5?q$y(2)焊件结构特点:3E0~8^3s/J+o焊缝较短且不规则时,宜采用气焊、焊条电弧焊等手工焊方法;焊缝较长且规则时,宜采用埋弧焊、气体保护焊等机械化、自动化焊接方法;薄板结构宜采用电阻点焊、缝焊、气焊CO2焊、氩弧焊和等离子弧焊等;厚板结构宜采用埋弧焊、电渣焊、电子束焊等。形状复杂,焊缝多而难以施焊时可采用钎焊方法。截面小而长度大的结构(如棒材、管材、型材等)要求对接,宜采用对焊或摩擦焊。(3)生产批量:生产批量较小时,宜采用气焊、焊条电弧焊(以减少投资)。']9|0b#g*H*O;N生产批量较大时,宜采用电阻焊、摩擦焊、埋弧焊和气体保护焊等高效焊接方法。(4)经济性:应优先选用普通的焊接方法,如气焊、电弧焊、电阻焊等,以减少设备投资和生产成本。同时也应注意生产效率和焊接质量。5H!L'P;t&|4A9d#A各类焊接方法比较如表6-6所示。表6-6各类焊接方法比较焊接方法热影响区大小变形大小生产率主要焊接位置主要接头形式适用钢板厚度/mm设备费用①气焊大大低全各类0.5~3低焊条电弧焊较小较小较低全各类可焊1以上,常用3~20较低埋弧焊小小高平各类可焊3以上,常用6~60较高氩弧焊小小较高全各类0.5~25较低~较高CO2保护焊小小较高全各类0.8~30较低~较高电渣焊大大高立对接可焊25~1000以上,常用35以上较高~高等离子弧焊小小高全各类可焊0.01以上,常用1~12较高~高电子束焊极小极小高平对接1~300高激光焊极小极小高全各类可焊50以下,常用10以下高电阻点焊小小高全搭接可焊30以下,常用0.5~3较低~较高缝焊小小高平搭接常用3以下较高~高闪光对焊小小高平对接截面积10000m2较高~高钎焊较小~极小较小~极小较低~较高全搭接——低~高①低:指5000元以下;较低:指5000~30000元;较高:指30000~100000;高:指100000元以上。!h$J9K-M7N6O6l#s4k,T9l9T.F2.4焊接接头设计:.l.U]$k0^P*w(Ap2.4.1接头形式:9k%C`:V6t:n,Z6A+P#p常用的焊接接头形式有对接接头、搭接接头、角接接头和T型接头等。如图6-6-9所示。1)各类焊接接头的特点:6Z9[!z5a+]!L(h-IB/{5g;T,K!k4J①对接接头:承载时,应力分布较均匀,承载能力较高且节省材料,应用最广,但焊前备料和装配要求较高。②搭接接头:焊前备料和装配简易,但承载时应力分布不均匀且受切应力作用,承载能力不高,浪费材料,常用于受力不大、板厚较小或现场安装的结构。4c+Q;Q2Pq$s③角接接头和T形接头:易产生应力集中,承载能力不高,常用于珩架、底座、立柱等焊接结构。&X.b#z4I7`/hn4[$C(2)焊接接头形式的选择:/X#r/b1T(\(B1p,e!L*L接头形式→{[/td][td]焊接方法[/td][/tr]焊件结构特点使用要求'F\+|.}?.H)J#l#m(Gj①焊接方法:熔焊适用于各类接头形状;电阻点焊和缝焊须采用搭接接头;对焊和摩擦焊须采用对接接头;钎焊多采用搭接接头。②焊件结构特点和使用要求:承载较大的焊接接头宜采用对接接头(以便减少应力集中,如转轴,桥式起重机梁、压力容器等),反之,可采用搭接、角接、T形接等(便于备料和简化工艺,如房梁、桥梁、车厢、船体等。)2.4.2坡口形式:6p2q-]1e%\3t*|-R(]l坡口是根据设计和工艺需要,在焊件的待焊部位加工并装配成的呈一定几何形状的沟槽。常用的坡口形式:I型、V型、U型、X型和双U型等。%}2W'g*P8n)j(m开坡口的目的:为了保证焊缝根部焊透;便于清渣;获得较好的焊缝形状;调节母材金属与填充金属在焊接接头中的比例。1O2^+Vx(l5R3h(1)各类坡口的特点:I型坡口:易于制备,但板厚较大时难于焊透;%ql:u.r#e'R7])]'UV型坡口:易制备,但厚板焊接时费工费料,且焊接变形大;-|*y.@:k([/R9gU型三类坡口:焊接时省工省料,变形小,但制备复杂,后二者还需双面焊9I4w)h'o&~#j。(2)坡口形式选择板厚和使用条件/`7H:|e#aC'R①板厚:薄板对接一般采用I型坡口,厚板对接可参考上表。②使用条件:承载较小或精度要求不高时,可采用I型、V型等坡口形式;承载较大或精度要求高时,宜采用U型、X型、双U型等坡口形式。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 ziyantian1
ziyantian1
本文标题:焊接方法的选择
链接地址:https://www.777doc.com/doc-2217030 .html