您好,欢迎访问三七文档
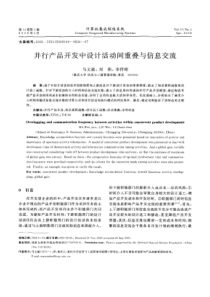
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 热恒注塑中的热流道分析-项目部彭翠艳
随着塑料原材料性能的不断提高,塑模在模具中所占的比例日趋增大,已被广泛应用于国民经济各部门和日常生活中,而热流道模具以其独到的优势也得到了越来越广泛的应用。与冷流道模具相比,热流道模具具有以下优点:(1)缩短制件成型周期。由于没有流道系统,塑件的冷却时间和模具的开模行程都可缩短,从而可以缩短成型周期。据统计,与普通流道相比,热流道模具的成型周期一般可以缩短30%左右。(2)提高产品质量,减少废品率。在热流道模具成型过程中,塑料熔体温度在流道系统内得到准确控制,塑料以更为均匀的状态流入各模腔,从而可以得到高品质的零件,而且用热流道成型的塑件浇口质量好,脱模后残余应力低,零件变形小。市场上很多高质量的产品均采用热流道模具生产,如手机、打印机、笔记本电脑中的许无生产废料,这对于高价格塑料原料的应用来说,项目意义尤其重大。多塑料零件等。(3)节省塑料原料。因热流道模具不产生浇道凝料,所以(4)消除后续工序,有利于生产自动化。制件经热流道模具成型后即为成品,无需修剪浇口及回收加工浇道凝料等工序,有利于生产自动化,大幅度提高生产效率。(5)扩大注塑成型工艺应用范围。随着热流道技术的完善和发展,目前热流道模具不仅可以用于成型熔融温度范围较宽的塑料,如聚乙烯、聚丙烯等,也可用于成型加工温度范围较窄的热敏性塑料。而且在流道技术基础上发展起来许多先进的塑料成型工艺,如多色共注、多种材料共注工艺、叠层模具等。尽管与冷流道模具相比,热流道模具具有许多无可比拟的优点,但我们也不能忽视热流道模具的缺点。概括起来,一般的热流道模具在使用过程中存在以下缺点:(1)结构复杂。由于电加热器容易产生局部过热,易将树脂烧焦而造成产品报废,因而必须对热流道进行分区多点加热及控温,这就导致模具结构的复杂化。(2)模具费用高。由于采用分区加热,多点控温,使得控温装置费用提高从而增加模具生产成本。(3)检修复杂。由于温度控制不良等因素加热装置极易被烧损,增加了检修项目。而且,每次检修往往都要将模具从注射机上卸下来,拆模后进行检修,从而增加了生产上的辅助工时,使生产率降低;(4)不能从根本上解决热流道系统中局部过热的问题。由于热流道系统多采用分区加热,多点控温,必然需要多个加热及温控装置,而且这些控温装置自身都存在精度误差的问题,使得热流道系统中各个区域的实际温度并不均匀。(5)由于浇口和热流道喷嘴离模腔较近,采取绝热措施后仍不能避免热量散失,使热流道喷嘴两端温差较大,难以维持温度的均衡,从而给注射成型带来不利影响。热流道系统的关键技术我们知道,热流道是一种采用加热的方法使处于注射机喷嘴到模具型腔浇口间整个流道中的塑料一直处于熔融状态,从而在完成注射后只需取出产品而不产生浇道凝料的先进浇注系统。塑料熔体需流经主喷嘴、热流道板、分喷嘴,最终才能到达模具型腔。所以在使用过程中如何保证塑料在主喷嘴、热流道板和分喷嘴中一直保持熔融状态且温度均衡,如何对温度较高的热流道系统和温度相对较低的模具型腔之间进行隔热即为热流道技术的关键。1.1热流道系统的加热1.1.1热流道板的加热(1)加热功率的计算热流道板的加热功率计算公式[4]如下:式中:n为加热功率,t为热流道板所需升高的温度,g为热流道板的重量,t为升温时间,习惯上以1小时为准,但近年来为提高生产效率对中小型模具可改为0.5小时,为热效率,一般取0.2~0.3。(2)加热方式热流道板的加热方式主要有两种,即内加热式和外加热式。外加热式是从流道外部对流道进行加热,一般是在与流道平行的方向上开设加热孔,内插加热棒或安装加热圈,如图2所示。这种加热方式间接加热流道中的塑料,不会产生局部过热现象,流道内熔体的流动阻力小,流道容易加工,加热装置容易购买,出现故障后容易维修更换,但热效率较低。内加热式是将加热棒设置在流道中,从流道内部对塑料进行加热,如图3所示。这种加热方式与外加热方式相比,热效率较高,但容易出现局部过热的现象,而且熔体的流动阻力增大,需使用高压成型,塑件可能会产生较大的内应力。(3)喷嘴的加热喷嘴的加热功率计算较热流道板的加热功率计算复杂得多,目前尚无定论,一般由经验公式计算。喷嘴的加热方式主要有无加热式、外加热式和内加热式。无加热式喷嘴是指不用加热器加热喷嘴,而是由热流道板的热量使喷嘴内的塑料保持熔融状态,这种喷嘴一般使用导热性好的铍铜制作,而且长度不能太长,一般以40mm为限。外加热式喷嘴在喷嘴的外周装有加热圈,这种加热方式不会产生局部过热的现象,但在模具型腔板的背面必须开槽以便装入加热圈,而且加热圈的大小也会受到限制。内加热式喷嘴在喷嘴内插入加热棒,这种喷嘴的热效率高,喷嘴前端的温度较容易控制,浇口不会固化,但由于加热棒的直径小,使瓦密度增大,致使加热棒的寿命缩短。热流道系统与模具之间的绝热为保持热流道系统中的塑料在加工过程中一直处于熔融状态,如前所述,必须采用各种加热方式对热流道系统进行加热,因此热流道系统的温度相对较高。但为得到合格的塑料制品,模具的温度必须低于塑料的玻璃化温度,模具的温度相对较低。所以在设计热流道模具时,必须充分考虑注射机模板和模具底板之间、流道板和模具底板之间、流道板和型腔板之间、喷嘴和型腔板之间的绝热。注射机模板和模具底板之间,一般采用6~10mm的石棉板绝热。流道板和型腔板、模具底板之间常采用3~8mm的空气间隙进行绝热,所有与热流道板接触的承压部件必须控制在最小的数量内,而且最好使用导热性低的材料制造。喷嘴和型腔板之间常采用塑料熔体,或空气间隙进行绝热发展动态热流道技术是应用于注塑工业的一项先进技术,在国外已有很广泛的应用。但在我国,该项技术还处于起步和推广阶段。如前文所述,热流道系统中仍存在诸多问题,如能从以下几个方面得到改进,将会使热流道技术更加完善,从而得到更为广泛的应用。使热流道系统元件标准化,简化和降低热流道系统的维修费用。引进新型加热技术,如热管技术,使热流道系统内的温度更加均匀。提高温控技术,使控温更为精确。延长核心元件的使用寿命。(
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 第一滴血1945
第一滴血1945
本文标题:热恒注塑中的热流道分析-项目部彭翠艳
链接地址:https://www.777doc.com/doc-2217297 .html