您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 焊条节能的方法及电1
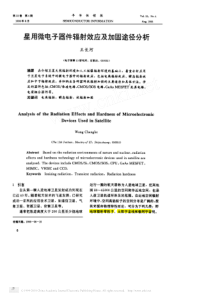
天津大桥焊材集团有限公司、焊条运用中的问题焊条是出产中运用最多的焊接材料,世间,焊条熔化到必定长度就得丢弃,另换焊条。丢弃焊条的长度越短,焊条运用率越高,电能和材料糜费就越少。无疑,合理运用焊条,缩短焊条丢弃长度,可以节约电能和材料。焊接中,焊工常选用比正常值大的电流来前进焊条的焊接速度,由于焊接电流过大,发作的电阻热急剧增加,电阻热的积累就会使焊条药皮发红、开裂22k乃至凋谢,焊条未用到正常长度就得丢弃,还过大电流焊接发作的火热也使劳作条件恶化,这种方法是以电能和材料的糜费为价值的。但从另一方面看,电阻热对焊条有预热作用,预热焊条有助于焊条的熔化,而用较小的电流就可取得与大电流相同高的焊接速度。出产中运用焊接电流的预热作用,可保证焊条有较高的焊接速度,还又能抵达节能的方针。2、焊条节能的方法及电路焊接初步时,用大电流焊接,运用所发作的电阻热充分预热焊条,焊条熔化到必定长度时把大电流换到较小电流继续焊接,可使焊条的焊接速度较高,焊条丢弃长度短。根据这一方法描绘的电流转换电路如图所示,该电路由焊接同步电路与电流转换电路两部分构成。焊接同步电路由器材LM324等构成,担任分辨焊接能否初步,保证计时与焊接初步同步。焊机处于空载,器材324输出为低电平,一旦焊接初步焊机端电压Uf降低,器材324输出为高电平。电流转换由器材555和继电器等完结。在324输出为低电平常,555处于按时准备形状并输出高电平,继电器通电将电阻R短接,对焊接电流控制回路没有影响。焊接初步,324输出为高电平,555就初步计时并进行大电流焊接。按时时间到,555翻转输出低电平,继电器掉电将电阻R接入焊接电流控制回路,焊接电流就从大电流转换到了较小电流,直到焊接到转换焊条。焊接电流转换电路道理咱们在ZXG7-300型磁扩大器式弧焊机上运用了如图所示电路,运用时将图中虚线框内ZXG7-300型弧焊机焊接电流控制电路的连线沿C、D断开,将C、D与JZX-22F的常开触点的A、B端联接,焊机输出正端与图中i端相连。根据测定,焊接电流控制回路串入电阻每增加1Ω,焊接电流减小约10A,转换后的焊接电流比转换前的焊接电流减小20A-40A较好。运用φ4mm结422焊条,初步电流约230A,转换后的电流约200A,焊条熔化到焊条全长的2/3左右时转换电流,能取得高天津大桥焊材集团有限公司的焊接速度,焊条丢弃长度很短,转换焊条时,焊条稍有发红,但不影响焊接质量。波兰机械商场具有拓荒潜力据有关媒体报道,波兰上一年进口的产品中,机械产品高达110亿美元,显现其机械商场具有拓荒潜力。近几年来,波兰经济逐年增进,估量本年经济增进率将达5.8%,因此带动了对机械设备的需要。在波兰进口的产品中,机械设备和运输设备占进口额的36%,达152亿美元。据报道,波兰进口的机械设备,首要来自德国、意大利、瑞士、法国、瑞典以及美国等。台湾厂商也注重拓荒波兰机械商场,本年已取得一些成交额。3、定论运用标明,运用这种先大电流后减小电流的方法,只需挑选适合的电流一起的转换时间,就能充分运用电能和材料,抵达节能增效的方针。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 junweihaha
junweihaha
本文标题:焊条节能的方法及电1
链接地址:https://www.777doc.com/doc-2218199 .html