您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 河南鼎基钻石刀具部PCBN刀具干切削淬硬轴承钢磨损机理的研究
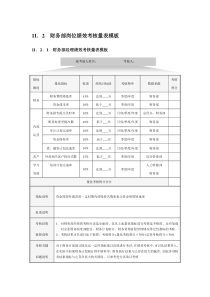
河南鼎基钻石刀具公司聚晶立方氮化硼(PCBN)是利用人工方法合成的硬度仅次于金刚石的新型刀具材料,在近二十多年中得到了很快的发展,并广泛应用于航天航空、汽车、电子、液压元件等精密工业领域。由于聚晶立方氮化硼具备了许多优良的机械性能,因此不仅常用于加工一些高硬度难加工材料,而且可以应用于精加工淬硬钢以代替磨削工艺。但到目前为止,PCBN刀具切削淬硬钢的加工技术尚未被相关企业广泛采用,其主要原因是企业对用PCBN刀具切削淬硬钢的加工机理、刀具性能及使用技术等方面还没有完全理解和掌握,此外切削过程中的一些不稳定因素以及昂贵的刀具成本也制约了PCBN刀具的使用和推广。近几年来,国内外加强了对PCBN刀具磨损的研究,但研究内容主要集中在一般磨损机理以及在具体加工条件下切削难加工材料等方面,而很少报导采用PCBN刀片加工淬硬钢的磨损问题。本文以河南鼎基钻石公司CB20牌号PCBN刀具干式切削淬硬GCr15轴承钢为研究对象,通过切削试验系统分析了PCBN刀具的磨损问题,同时探讨了在切削过程中切屑形态与刀具磨损之间的关系,为拓宽PCBN刀具的应用范围,将其运用于硬材料的精加工提供了试验依据。1试验条件1)试验用机床:C6132;2)工件:工件材料:淬硬GCr15轴承钢(淬火后硬度61~63),工件规格:φ40×280mm;3)刀片:采用瑞典sandvik公司生产的SNMA120408S01020ECB20刀片(这种刀片是在硬质合金的载体上焊接了添加氮化钛的立方氮化硼刀尖),刀片几何形状见图#。装夹后刀具的几何参数:o=-6°,o=6°,s=-4°,r=75°,r'=15°,刀尖圆弧半径r=0.8mm,负倒棱为26°×0.1mm(刀片的扫描电镜图片见图3a)。4)切削参数:切削速度vc=140m/min,背吃刀量ap=0.2mm,进给速率f=0.1mm/r,采用干式切削。5)测量与观察:在切削试验中,每间隔3min,在40倍工具显微镜下测量刀具主后刀面磨损量并观察前后刀面的磨损形态;在切削行程达到7800m时,用HITACHIS-570型扫描电镜(SEM)观察刀具表面磨损带形貌,用热电偶法测量切削温度,用YCL型表面轮廓仪测量表面粗糙度。图1CB20刀片形状2试验结果与分析在用PCBN刀具干车削淬硬GCr15轴承钢的试验中观察到:切屑呈暗红色,沿副切削刃方向流出。用热电偶法测量的切削温度达1000℃以上。1)PCBN刀具磨损特征CB20刀片车削淬硬GCr15轴承钢时,在刀具前后刀面都会产生磨损(如图3b、图5a和图5b所示)。切削过程中,刀尖部位最先发生磨损,紧接着发生前刀面磨损,其主要特征是在靠近倒棱面处最先形成月牙洼。随着切削的进行,月牙洼向前刀面深处、主刀刃和副刀刃延伸。切削行程达到7800m时形成的月牙洼扫描电镜图片如图3b所示,月牙洼宽度和深度比较均匀,但在靠近刀尖部分的金相照片和延伸到两边的金相照片有明显不同,在刀尖部位有颗粒剥落和微崩刃现象。在切削初期很难观察到后刀面磨损,但靠近刀尖部位的磨损相对明显。在切削进行6~7分钟后,主后刀面靠近刀尖圆弧处出现了磨损现象。切削行程达到7800m时形成的后刀面磨损带扫描电镜图片见图5b,后刀面磨损带和传统的后刀面磨损带有明显的不同,由图5a可见,副后刀面的磨损远远低于主后刀面的磨损,前、后刀面磨损区域较小。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 aries_yang
aries_yang
本文标题:河南鼎基钻石刀具部PCBN刀具干切削淬硬轴承钢磨损机理的研究
链接地址:https://www.777doc.com/doc-2255816 .html