您好,欢迎访问三七文档
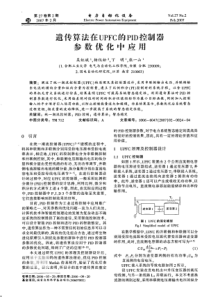
线镀层均匀性改善2009-8-2715:26:43资料来源:PCBcity作者:刘良军摘要:以公司新引进的VCP电镀线为研究对象,通过试验对比及生产数据搜集,发现在优化液位高度、挂架间距、夹板深度后,合适的底屏、边屏位置,可有效改善垂直方向板边的电力线分布,减少“边缘效应”影响,从而提高镀层均匀性。试验结果表明:底屏及边屏分别移动2mm和20mm,对板底部铜厚与均值差均会有约4%的影响;同时优化底屏、边屏后,可将整板CoV由平均7.0%提至5.1%。关键词:VCP底屏边屏镀层均匀性CoV一、前言VCP即VerticalContinuousPlating的缩写,意为垂直连续电镀,与传统的垂直电镀相比,阴极受镀物采取步进的方式工作是其最大的特点,该工作方式有效提高了电镀品质,同时占地面积大大缩小,且在批量化生产方面也拥有优势,所以近来受到电镀业者的亲睐。图1是VCP线大致工作示意图,该图为操作界面的正面视图。操作者在上板区进行挂具上板后,板依次进入除油、水洗、预浸段,然后进入镀铜段,完成电镀后,板经过水洗、风干至出板;而挂具进入褪镀段,褪镀完毕至上板区待用。图1VCP线工作示意图传统的垂直电镀线,阴极相对固定位置,阳极钛篮排布、夹板方式及夹板间距对板件水平方向均匀性有着显著影响,如图2中所示,一飞巴中,板件夹板间距、Dummy板使用、端板位置均会影响电力线的分布,从而影响镀铜均匀性。而以我司的一条VCP线为例,单边约300个阳极钛篮,这些钛篮对铜厚共同起着平均的作用,所以单个钛篮的偏位或者缺失对镀铜均匀性的影响几乎可忽略不计。同时,VCP采用单个挂具夹一块板的做法,夹板方式固定、单一,夹板深度机械控制,基本不存在变数。所以VCP线镀铜均匀性的关键影响因素还需重新验证。二、试验部分2.1试验条件采用24(L)*18(W)inch、20(L)*16(W)inch、16(L)*20(W)inch三种常用尺寸的试验板;厚度0.3;底铜HOZ;镀铜液温度25±1℃;电流密度18-20ASF;镀铜时间54-60min;目标铜厚;假设电镀效率90-100%。2.2评估方法测量方法采用通用85点测试方法,具体测试点分布如图4所示;镀层均匀性统计方法采用CoV(Coefficientofvariance)评估,CoV定义如下:,其中:图4铜厚85点测量法2.3试验因素VCP线与传统垂直电镀线在溶液交换的处理上不同,传统垂直电镀线多采用打气,而VCP线多采用喷流,两相对比,喷流在保证溶液交换充分的同时,液面相对平稳,对于板垂直的摆动影响更小,这点对于薄板加工更为有利。VCP线顶部未设阳极挡板,槽内液位相对平稳,因此对于板顶部的镀铜均匀性而言,液位高度是一个值得考量的因素。对于底部铜厚,关键影响因素为底屏及边屏设置,这两者可有效改善板底部电力线分布,从而改善铜厚分布。VCP的底屏、边屏设置示意图参考图5。底屏即bottomshield,通过调整H型的底屏顶部与板底部的间距,优化板底约50mm的电力线分布;而边屏即sideshield,通过调整边屏顶部与板底部的间距,优化板底从50mm-200mm间的电力线分布。电力线优化示意图参照图3。至于水平方向的镀铜均匀性,基于VCP线设计原理,夹具间距的设定,决定了前后板间距,该间距对水平方向镀铜均匀性起着决定性作用。三、结果与讨论3.1板间距对铜厚水平分布的影响板间距同时影响着相邻两块板板边的铜厚分布。理想情况,板间距越小越好,那么铜缸中所有的板可被视作一整块板,板件的水平均匀性能达到最佳。但实际状况是,0间距会导致板前进过程中发生碰撞。从试验结果可以得出:为批量稳定生产考虑,不大于10mm的板间距可有效保证水平铜厚分布。从图6可以看出,当我们将板间距从25mm降低至10mm时,CoV由7.04%下降至3.85%,降低了45.3%。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 xht2227
xht2227
本文标题:电镀均匀性改善
链接地址:https://www.777doc.com/doc-2259877 .html