您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 浅析锻造液压机的液压系统
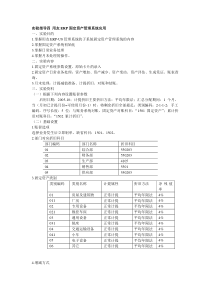
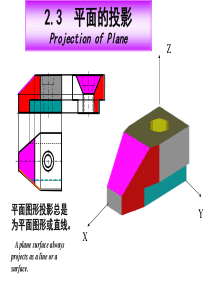
液压英才网用心专注、服务专业液压英才网用心专注、服务专业目前,国内外锻造设备由于受环保的影响,以及原有的锻锤存在噪声大、震动大、锻造空间小、锻透性差等缺陷,而很快被大、中型锻造液压机所取代。锻造液压机具有具有快锻、普锻、慢降、保压等多种功能,并且能在任意位置输出全部功率和保持所需压力,可满足有色与黑色金属的多种锻造工艺需求,是一种高性能的压力锻造设备。我国锻造行业拥有800-18$OOt等不同吨位的锻造液压机近3000台,在锻造能力上具有国际先进水平。但是在锻造频次上和国际水平差距较大,特别是在快锻频次上存在着很大差距,国内锻造液压机的快锻频次一般为45次/min,国外锻造液压机的快锻频次一般为90次/min,而且国内锻造液压机在快锻工况下,设备振动很大,实用性很差。实际上也很少使用快锻功能,往往一个锻件可一火锻成,实际却需要两火到三火,严重影响生产率,增加生产成本。因此,提高锻造液压机的锻造频次,是急需解决的大问题。l液压系统工作原理锻造液压机普遍采用的液压系统原理图如图1所示。锻造液压机的结构形式大部分采用三梁四柱上推式,液压缸活塞均为柱塞式,3个大直径主缸安装在上梁上,输出锻造压力;上梁两侧安装两个小直径的回升缸,用于回程。快速锻造时,主液压泵启动,液压系统回路建立压力,电磁换向阀8、l4得电,压力油进入3个主液压缸;电磁换向阀2得电,插装阀l7开启,两个回升缸和主缸接通,活动梁下行,形成差动锻造;当锻造结束后,电磁换向阀3、9得电,3个主液压缸分别通过插装阀5、6、7和l1、12、13形成三级快速卸荷;当系统内压力下降到设定压力后,电磁换向阀l、15、l6得电,压力油进入回升缸,3个主液压缸上的充液阀打开,依靠回升缸内遗留压力能和主液压泵的供油,使活动梁快速上行,完成一个锻造循环。然后通过压力或行程控制,自动进入下一个循环,形成一个快锻循环。图1原液压原理图1、2、3、8、9、14、15、16一电磁换向阀4、5、6、7、10、11、12、13、17一插装阀2液压系统分析从液压原理图分析上看,在系统流量一定的情况下,要提高锻造频次,只有减短卸荷时间和换向时间,并且在一定的回程高度下,减短回程时间。(1)卸荷时间分析,以上液压原理图采用三级卸荷,如要缩短卸荷时间,一级泄荷阀5、11就需要调节为较大的开口,并且二级卸荷控制阀的控制压力4、10要高,这样在卸荷时振动很大,造成机身晃动和管路振动。相反,如一级泄荷阀5、11的开口较小,并且二级卸荷控制阀的控制压力4、10较低,虽然卸荷时无振动,但是在短时间内存在系统内部压力卸不尽,造成换向时机身晃动和管路振动。因此,只有在较短的时间内使卸荷阀开口平缓的由小到大迅速开启,才能保证卸荷平稳,无振动。(2)换向时间的分析,由于每个液压阀的换向响应时间是一定的(一般为25-40ms),要想减短换向时间,只有减少执行卸荷的液压元件和电气元件数量。(3)回程时间分析,从以上液压原理图来看,活动梁的回程主要由回升缸内遗留压力能和主液压泵的供油进入回升缸,使活动梁快速上行,回程高度由磁感应尺控制。但是在实际锻造过程中,有时锻造力较低,这样回升缸内遗留的压力能不足以使活动梁回弹,造成回程时间较长。因此,只有保证回升缸内始终存储有足够使活动梁回弹的压力能,才能降低回程时间。3改进设计方案及分析针对以上分析,经过研究分析各类液压阀的性能,认为在系统中采用比例溢流阀可很好的解决以上问题。改进后的液压原理图如图2所示。图2改进后的液压原理图1、3、4、6一电磁阀2、5、7一比例溢流阀(1)首先将连接3个主液压缸的两个三级卸荷回路改为两个比例溢流阀5、7代替,这样就把原来5个液压阀组成的三级卸荷回路减少为两个液压阀组成的比例卸荷回路。由于液压元件的减少,一方面减少了液压英才网用心专注、服务专业液压英才网用心专注、服务专业阀的响应时间,缩短了卸荷时间,提高了锻造频次;又减少了故障点,提高了系统的稳定性。另一方面,由于比例溢流阀卸荷压力可随输入电气信号连续改变,从而使系统的压力卸荷由大到小成线性的减小,使系统卸荷快速平稳,避免了原来靠人工调节而出现的调节不当造成振动和卸荷时间较长现象,充分发挥了液压和电气相结合的最佳功能,并且简化了系统管路,减少了泄漏和故障。(2)其次将回程管路上的差动阀和平衡阀改为由比例溢流阀2代替,回程缸下腔压力根据活动梁回程所需的压力由比例溢流阀2输入固定的电气信号控制,保证每次回程时回程缸内存储的压力能都相同。在快锻工况时,仅电磁阀4、6得电,液压泵向主缸内供油,活动梁下行锻造,回升缸内压力随着活动梁下行逐渐升高,当压力升高到超过比例溢流阀2设定的压力时,比例溢流阀2打开卸荷,保证缸内压力能恒定。锻造结束后,比例溢流阀5、7得电,系统卸荷,随着主缸上腔压力降低,活动梁在回程缸内存储的压力能作用下迅速回弹,实现快速回程,由于每次回程时回程缸内存储的压力能都相同,保证了每次回程高度的一致。这样,在卸荷的同时就实现了回程,减少了液压阀切换的响应时间和主泵供油回程的时间,提高了锻造频次。4结论改进后的液压系统经过在锻造液压机上的应用,快锻频次达提高到了85次/min,接近国际水平。并且运行平稳,机身振动轻微,能够满足快速锻造需要。并且突破了传统式复杂管路,使系统管路简洁、无滴渗。因此,充分发挥液压元件的液电合一的功能,可以极大地提高设备的性能。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 zaozao3344
zaozao3344
本文标题:浅析锻造液压机的液压系统
链接地址:https://www.777doc.com/doc-2267576 .html