您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 气化炉夹套减薄机理的研究与修复技术的应用
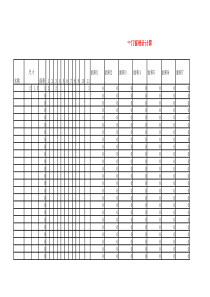
气化炉夹套减薄机理的研究与修复技术的应用张茂内蒙古大唐国际克什克腾煤制天然气有限公司责任公司摘要:中国作为使用天然气增长速度最快国家之一,其天然气需求量是巨大的某煤制天然气作为国内首套以大型工艺.以褐煤为原料生产城市用天然气的示范性项目以固定床干法排灰纯氧碎煤加压气化技术生产天然气,低温甲醇洗净化、镍基催化剂甲烷化的生产工艺,、设计规模确定为公称能力1200万Nm/d。而其核心设备气化炉在运行一段时间之后均出现局部严重腐蚀减薄现象,化工设备的腐蚀减薄现象不是桌一种腐蚀介质或腐蚀现象所造成的.往往腐蚀现象均为多种腐蚀共同造成的结果。为此,本文针对碎煤加压气化炉运行过程中发现的内壁严重腐蚀问题,从原料煤质、设备材质、工艺管理角度进行技术分析,挖掘碎煤加压气化炉内壁腐蚀的本质原因,并积极采用有效措施及修复技术,取得良好效果,为同类工作提供了参考。关键词:气化炉;夹套减薄;机理;修复技术;引言该项目一期装置共有16台碎煤加压气化炉,但运行至2014年1月12日,发现有2台气化炉工艺指标偏离正常值,判断为炉体下部温度偏低,应为内夹套漏水所致。经停炉检查,发现气化炉内壁腐蚀、内夹套减薄。为安全起见,立即采取了全部停车的应急措施,并及时通过石化联合会,组织一批国内知名专家到项目现场开展技术会诊,在此基础上先后多次组织专业技术论证会。专家通过深入分析气化炉腐蚀机理,初步达成为煤质中含有的硫酸盐、卤族元素等有害物质所致的共识。但准确原因还有待通过后续挂片进一步实验,才能最后确定真正的腐蚀原因。1、气化炉简介国内目前的碎煤气化炉结构基本相同,是一个夹套式的压力容器,气化炉上封头为椭圆形,下部为锥形封头,由内壳和外壳组成。内外筒之间间隙为48mm,其中充满了中压锅炉水及中压过热蒸汽。内外筒压差为0.05MPa,为了减小由于气化反应放热造成温差引起的设备膨胀,从而产生的热应力使气化炉内部发生蠕变及腐蚀作用,内筒底部设有膨胀节。气化炉内下部设有旋转炉篦,灰渣出口法兰;气化炉顶部设有波斯曼套筒及煤入口法兰等。气化炉尺寸规格及主要材质构成:炉本体总高:13000mm内壳体:φ3848×28/32mm,长度L:8135mm外壳体:φ4000×60mm,长度L:9130mm主要材质:外壳体:13MnNiMoNbR,内壳体:20R、15CrMoR气化本体主要管口:粗煤气出口:位于气化炉中上部侧面,管径:Ф716mm气化炉人孔:位于气化炉中部,管径:Ф500mm气化剂入口:位于气化炉底部侧面,管径:350mm煤入口法兰:气化炉上部,管径:Ф1600mm灰渣出口法兰:气化炉底部,管径:Ф750mm图1气化炉结构图2碎煤加压气化工艺流程经筛分后13~50mm的碎煤(一般采用褐煤、长焰煤等低阶煤种)从煤仓落下,依次途径煤料溜槽、煤锁进入气化炉,主要通过煤锁上、下锥阀开关动作及密封作用,在交变压力工艺流程下,煤经煤锁、进入到气化炉上部的波斯曼套筒加入到气化炉当中,压力4.8MPa、温度465℃的中压过热蒸汽与4.65MPa、40~100℃左右、纯度为99.8%的氧气在气化剂混合内部充分混合,按一定比例从气化炉底部加入到气化炉中,与气化炉顶部下降的块状褐煤逆流接触,煤从上到下依次经过干燥层、干馏层、还原层、燃烧层及灰渣层,在压力3.0~4.0MPa、温度900~1050℃工艺条件下发生气化反应。产生的粗煤气在波斯曼套筒与气化炉内壁的间隙中进行收集,从气化炉上部侧面出口离开气化炉,进入粗煤气洗涤冷却器,被60~90℃高压喷射煤气水进行洗涤、冷却,由于洗涤冷却器中的螺旋桨叶和文丘里管结构将高压煤气水高度雾化,流速很高,将粗煤气中的焦油、粉尘强制洗涤和冷却下来,随液相一起送到煤气水分离工段进行处理,经沉降、闪蒸后循环使用。粗煤气以205~215℃左右进入废热锅炉进一步回收粗煤气热量,副产低压蒸汽后以160~180℃左右离开加压气化后进入粗煤气中温变换冷却工段。气化炉是双层夹套压力锅炉,夹套中加入中压锅炉给水与气化炉内部煤的燃烧反应放出的热量进行间接换热后,副产中压过热蒸汽在气化剂混合管前汇入到气化剂系统,作为气化剂参与气化炉内部的化学反应,同时保证气化炉内壁里外压力很低,很好保护了内壁发生应力变形的可能性。气化炉内的底部设有一个四层宝塔式旋转炉篦,它的主要作用是一是支撑气化炉内部的满满固体物料,二是将从气化炉底部中心管上升的气化剂被旋转炉篦均匀地分配,三是并将气化反应产生的灰渣冷却。旋转炉篦上面的灰渣通过炉篦不断旋转运动,将气化过程中产生的灰渣甩向炉篦圆周与气化炉内壁的间隙中,经过下灰室排入灰锁,气化炉下部的灰锁与煤锁设计相当,主要是通过灰锁上、下锥阀的开关循环操作及密封作用改变灰锁的压力,在常压下将灰渣排入渣沟运走外售。3腐蚀减薄原因分析3.1设备材质的影响该煤制天然气气化炉内夹套为两种材质.最下部为15CrMoR,卜部为20R。15CrMoR在低碳钢中加入了Cr、M0等合金元素,大大提高了钢的综合性能其最佳使用温度范围≤500oC,超过此温度时,15CrMo钢中会产生珠光体的球化、合金元素在同溶体和碳化物问的再分配及碳化物相结构的改变.15CrMo钢的热强性能和力学性能随着珠光体球化程度和同溶体是合金元素贫化程度的加大而逐渐降低.以致材质渐趋劣化甚至失效。减薄最严重的部位是下部15CrMoR材质部位..对母村进行r金相分析.其结果表明母材各元素含量符合15CrMoR材质的要求以此削断操作温度趟过了材料的使HJ温度.或者说明材料满足不了工艺使用温度要求3.2.原料煤的影响某煤制天然气原料煤使用的是东胜利2矿的6#煤和5#煤,其煤的主要元素分析结果如下表(表1)表1煤主要元素分析从表可看出.5#煤当中所含的氟Fad和钒Vad的含量比较高.硫St.ad的含量有明显的区别众所周知.氟是属于肉素之一.氟气的腐蚀性很强.化学性质极为活泼.是氧化性最强的物质之一,肉化元素反应生成卤化物,金属的商化物蒸汽压高易发生挥发.导致金属的腐蚀速度与时间成Ⅱ:比.属的卤化存在个临界温度.高于此温度金属的腐蚀速度会加速.金属的卤化主要发生在燃烧环境中.形成的主要条件是温度和介质中的CI含量.铁基材料发生肉化的温度为250—300~.随着温度的上升腐蚀速度会加快钒元素经氧化后形成五氧化二钒(V205).其与其他金属氧化物混合时,具有低熔点的特性.可起到溶解金属表面氧化物或排除的作用另一种是.煤当中的硫与钠的化合物与五氧化-Z钒(V205)一同作为将SO2转变为SO3的催化刹.造成金属氧化膜(即保护膜)当中含有Na2SO4与各种不同的属氧化物.研究表明其熔点可低至500%上述两种元素产生腐蚀.使材料失效均需一个必要条什.就是温度也就是说气化炉内部腐蚀介质均匀存在的状况下.局部发生严重的减薄说明发生了局部超温3.3生产操作的影响某煤制天然气公司在日常操作中/火锁温度一般控制在410℃左右(灰锁测温点距减薄严晕部佗人约4000mm).正常操作要求控制在350~400oC.联锁值为450这种现象表明气化炉内实际煤灰的温度已经远远超出此温度..灰层厚度厚度已经达不到理想的300500mm.或者说明燃烧层即火层已经下降了.而气化炉内要建立一定的灰层的主要目的在于使气化剂均匀分布.保证燃烧层即火层的均匀气化济经灰层时又对灰层进行一定的冷却.这个作用是双向的.一旦一方达不到要求.就会破坏此双向关系.导致燃烧工况恶化3.4气化炉结构的影响某煤制天然气公司采用的Mark—IV型气化炉采用一个气流出口出口对侧的气流压差大.使斥差小的一侧气流增多.大量的热量被带走而压差大的一侧气流较小而产生热量的集聚导致局部过热。气化炉操作压力越高.此种现象越反应剧烈气化剂分布不均匀现象会导致气化炉内部火层偏烧.气化剂分布多的部位大部分煤能参加反应.气化剂分布少的部位煤反应不完全.剩余的碳组分随着旋转炉篦旋转到气化剂分布多的部位.在灰层发生二次燃烧.使局部超温。实际情况下、气化剂管道人口正对着严重减薄部位。4气化炉腐蚀修复技术应用分析4.1对内壁腐蚀严重的气化炉,先采用普通焊丝进行增厚补焊,然后在其表面利用镍基焊丝进行自动堆焊,堆焊厚度约5~7mm,其内壁总体厚度满足设计的28/32mm的要求,从气化炉底部旋转炉篦护板处开始,一直堆焊到气化炉上部的气化炉波斯曼套筒平齐处;对于腐蚀比较轻的气化炉直接进行自动镍基焊丝堆焊;4.2对堆焊后的气化炉,采用含有有腐蚀性元素的褐煤为原料进行气化单炉工业化试验,累计运行2个月以上,进一步验证煤质元素硫、卤素腐蚀气化炉夹套内壁可能性;4.32014年3月下旬开始,对修复后的气化炉重新点火并网运行,运行1个月或数个月后逐台气化炉进行内部检修,通过射线探伤检测,未再发生有气化炉内壁腐蚀的迹象,截止2015年1月单炉最高连续高负荷运行156天,气化炉内壁整体无任何腐蚀腐蚀;同时在气化炉的氧化层、灰渣层区域内选择不锈钢类310、347、316L等金属材质在气化炉夹套内壁进行挂片试验,进一步确定哪种材质更适用解决气化炉的腐蚀问题,探索降低设备投资或改造成本、保证气化安全稳定运行的最佳技术方案。4.4从工艺操作角度上,减少汽氧比、气化压力、气化层温度的调整频率,尽量避免气化炉内气流和碎煤下降的偏流现象,减少床层内部发生局部超温,避免造成满足气化炉腐蚀的工艺条件;4.5减少旋转炉篦的调节频次和大幅度调节,建立足够高的灰床,粗煤气出口尽量沿工艺指标上限350℃以下运行,避免将火层过度向下移动,造成灰渣层发生二次气化反应,造成局部超温;4.6气化炉旋转炉篦上部发生澎料事故要及时大幅度降低氧负荷处理,使气化反应放缓,气化炉内灰渣等物料下降阻力变小,及时有效地缓解气化炉下灰困难或不下灰的工艺运行状态;4.7碎煤加压气化炉的生产氧负荷在设计值5200NM3/h左右、气化温度在900~1050℃、气化压力在3.5~3.8MPa的工艺条件下运行,避免过大幅度地工艺调整,保障气化炉系统设备的安全性、稳定性及可靠性;结论虽然对设备进行了改造.但是光改造不是根除发生减薄现象的方法.应从以下几点出发.综合考虑:某煤制天然气采用的原料煤为东胜利2号矿的5#煤和6#煤.其5≠}煤氟含量和钒含量比较高,应尽可能降低原料煤当中5#煤的比重.更不能使用纯5#煤当原料煤严格工艺纪律.操作要保证工艺参数在设计范围之内.不得随意更改操作指标.使设备超出其使用界限应该将多种耐腐蚀材料进行挂片试验.找出成本最低、抗腐蚀性最好的材料应该重新核算在4.1MPa下的气化剂的分布状态重新考虑气化剂管道的安装方式.尽可能使气化剂在进人气化炉之前从气化剂管道内就已经形成稳流状态。参考文献[1]孟祥清,刘永健.碎煤加压气化工艺的设计优化[J].化工进展,2013,S1.[2]张宏伟.新疆准东露天煤碎煤加压气化分析[J].煤炭加工与综合利用,2014,06.[3]欧勇,丁鸿吉,魏海峰.气化炉拱顶炉壁超温原因分析与处理[J].大氮肥,2014,04.[4]韩喜民.水煤浆水冷壁气化炉运行和掺烧高灰熔点煤总结[J].氮肥技术,2013,03.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 tengteng221
tengteng221
本文标题:气化炉夹套减薄机理的研究与修复技术的应用
链接地址:https://www.777doc.com/doc-2275844 .html