您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 棒材轧机的自动控制系统
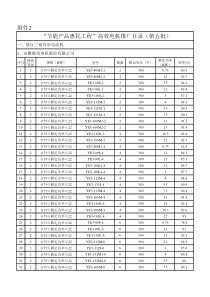
专业论文第1页共3页轧钢厂一车间棒材轧机的自动控制系统轧钢厂一车间棒材生产线是由包头钢铁设计研究院设计。该套年产量60万t的棒材轧机于2003年5月建成投产以后,设备运行基本稳定可靠,单位小时产量已经达到了原设计水平。1主要工艺设备和系统配置1.1工艺设备概况该套轧机为连续式,由7台∮550mm(3台)/∮450mm(4台)可逆初轧机、1台切头切尾和事故碎断用的切头飞剪、、4台∮380mm中轧机、1台气钢推动的事故卡断剪、6台∮320㎜平立式精轧机(12H、14H、16H三架水平轧机和13V、15V、17V三架立式轧机组成)、6个活套装置、精轧后辊道、1台成品倍尺飞剪、冷床输入辊道(四段)、裙板拔钢装置、步进式冷床及横移装置、冷床输出辊道、冷剪和成品收集等设备组成,该轧机出口速度最高可达15m/s,可生产∮16~50㎜规格的圆钢和螺纹钢。1.2系统配置根据工艺和生产的要求,在轧制线上配备了2套工控微机(在主操作台)和5套plc装置(在主电PLC室)。Plc1主要用于轧机辅助设备控制(如液压站、辊道、风机等);Plc2主要完成轧制线17台直流电机的速度级联调速控制,6个活套的控制,切头飞剪和冷床的控制;Plc3用于成品倍尺飞剪区域设备的控制(整套引进意大利DANELI公司)、plc4用于精整区所有设备的控制、plc5用于冷剪设备的控制(整套引进意大利DANELI公司)。2套工控微机各含有1个操作键盘、1台监控器CRT和1台主机。2套工控微机都设在主操作台站内,其中,1套工控微机用于轧制表的输入和轧制速度等显示。另1套工控微机用于监控并显示现场设备所处的状态,可记录当前和历史数据,它的CRT显示内容与前1套工控微机的内容基本相同,但是,在主操作室内,各输入参数既可供显示,也能做修改。2主操作站功能和CRT显示主操作站内的工控微机有一个人机对话监控系统,主要用于输入各种轧制和控制用参数。轧机监控系统的画面构成和相互调用关系.本监控系统从轧钢的工艺特点和操作要求出发,包括了轧机系统的所有主要工艺流程、检测参数、设备状态的显示,也集中了轧钢系统的监视和控制得到完全的统一。操作人员可以及时准确地了解系统的当前状态,并方便、迅速、可靠地对设备作出相应的调整,既简化了操作人员的工作,又使系统随时处于监控状态,提高了系统的安全性和可靠性。在“轧制配置表”画面中,可输入和显示轧制规格、出口机架速度、机架的配置等参数(而成品倍尺长度以及剪机参数则由操作人员在外商提供的OP17操作面板上输入),也可以调用原来存储在计算机中的轧制程序。在“轧制参数表”中,可输入和显示各个机架的工作辊径和延伸率,并显示机架的轧辊圆周线速度。在“轧机”画面中,可输入和显示飞剪的切头长度、活套的高度、电机转速等。,可保存最新的故障信息。3级联调速控制和活套起、落套控制(1)在棒材连轧机中,为保证产品质量,以成品基架-末基架为基准基架,保持其速度不变并作为其基准速度设定,其上游基架速度根据金属秒流量相等原理,自动按比例设定,在轧制过程中来自活套闭环控制的调节量和人工的手动干预调节量,依次按逆轧制方向对其前面上游的各基架的速度作增减,实现级联控制。(2)在轧制调试初期,或新品种试生产期间,或生产过程中各种因素的影响,会使速度专业论文第2页共3页级联关系发生变化,需要进行人工干预,调节机架的速度,使全轧线的运行保持稳定。(3)从轧件咬入轧辊至速度反馈控制响应之前,由于负荷的突然变化,该机架的电机会产生一个动态速降,为改善转速动态响应的过渡过程,系统引入了过速控制环节。过速控制的逻辑信号来自热金属检测器。当N-1机架前的热金属检测器检测到轧件头部时,第N机架的速度基准值自动增加一个△V。N-1机架咬钢后,N-1机架的速度基准值自动还原。这样,随着轧件的流动,一个个机架的转速依次过速、还原,完成过速控制过程。过速控制可以改善动态品质,以获得快速、稳定的最佳过渡过程。△V的值在调试中确定,操作人员在生产过程中也可以调整优化该数值。(4)头部微张力控制:微张力控制的目的是使中轧机组各机架之间的轧件按微小的张力进行轧制。微张力控制是保证高速棒线材轧机顺利轧制和提高产品质量的必要手段。张力控制是一个复杂的过程,高速棒线材一般采用“电流—速度”间接微张力控制法,它的基本思想是:张力的变化是由线材的秒流量差引起的,而调整轧机的速度就能改变秒流量,以达到控制张力的目的。其控制方法同轧机速度的级联调速方向有关,如果级联速度为逆调,则需控制各机架的前张力;如果级联速度为顺调,则需控制各级机架的后张力,即:当钢坯咬入下一机架后,根据本机架同下游机架之间的堆拉关系来调整下机架的速度设定,使本机架与下机架之间的张力维持在设定值。(5)在启动活套控制之前,起套辊必须先启动。当活套扫描器测到轧件头部后延迟一段时间,确保轧件咬入下一个机架后,起套辊才能启动;而在前一个活套扫描器或热金属检测器检测到轧件尾部以后延迟一段时间,使轧件尾部即将离开前一机架时,起套辊才复原。起套辊起动、复原的延迟时间由电气人员可操作,活套高度的设定可以通过相应的画面来调整优化。4轧件跟踪和模拟过钢测试(1)轧辊的工作辊径、轧机出口速度和各机架的延伸率确认以后,计算机能自动计算出轧件从一个热金属检测器到下一个热金属检测器所需的运行时间,即理论时间。在轧制过程中,热金属检测器可以测得轧件运行的实际时间,若实际时间比理论时间超出某一个百分比值,切头剪将自动对轧件进行碎断剪切。这个超出的百分比数值由操作人员通过画面直接确定。(2)系统还设置了模拟过钢测试功能。在轧制第1根棒材之前,操作人员可以在画面上按照轧件流程依次点亮热金属检测器,就能模拟显示出实际过钢时的控制响应,包括过速控制、剪机的剪切和起套辊的动作等。5倍尺飞剪的长度和短尺控制倍尺长度和速度的调整量及剪刃位置的修改可以由操作员在OP17面板上改变(在OP17操作面板上可以进行对倍尺的优化,例如尾部短尺小于9米时,可以把此短尺舔加到倒数第2、3根倍尺上,使得此短尺不在出现,但此优化效果也并不是很理想,因为它还并不成熟)。在倍尺飞剪前后设有3个热金属检测器,其中,剪后面的1个热金属检测器主要用于尾部短尺控制,前面的2个主要用于倍尺剪切控制,飞剪为曲柄式/回转式,启停工作制,按棒材规格可选带与不带飞轮。以第17机架出成品为例,当轧件到达剪前第1个热金属检测器时,启动PLC2中的脉冲计数器对17机架电机上的增量编码器发出的脉冲计数。设剪刃从初始位S0运行到剪切位Sc转过的弧长为C,则剪刃从初始位到剪切位所需运行时间为:Tf=C/Vf专业论文第3页共3页式中Vf为倍尺飞剪的剪刃线速度。从PLC3发出剪切指令到倍尺飞剪制动器松开所需时间为T0。设倍尺长度为Lm,对应的轧件运行时间为Tm=Lm/Vm(Vm为轧件运行的速度)从剪前热金属检测器到剪刃剪切位,轧件运行时间T1为T1=L1/Vm(L1为剪前热金属检测器到剪刃剪切位的长度)从轧件头部到达剪前第一个热金属检测器开始,经延时T2时间发出第1次剪切指令,即有T2=Tm+T1-Tf-T0设增量编码器的每转脉冲数与17架电机转速的乘积为P,则经T2时间,计数器的脉冲数A1为A1=T2×P从轧件头部到达剪前第一个热金属检测器开始,经计数A1个脉冲发出第1次剪切指令。在发出第1次剪切指令后,即开始第2次剪切脉冲计数。第2次及以后各次的脉冲计数是从前一次剪切指令发出开始的,则有Aī=Tm×P式中ī=2,3,4----为剪切序数。每发出一次剪切指令时都对脉冲计数器清零。从轧件离开剪前第2个热金属检测器时,开始尾部短尺剪切控制。检测器测到轧件尾部并延时⊿t后,程序对脉冲计数器强制清零复位且封锁剪切指令。为分析方便,先假设⊿t=0,此时剩余轧件的长度可分为二段计算。第1段从检测器到剪刃剪切位,其折合成品的长度Ln为Ln=L1+L2+L3×R6+L4×R5×R6式中R5、R6分别为16、17机架的延伸率。第2段从剪刃剪切位到剩余轧件的头部,设其长度为LB,则Lb的最小可能值为零(倍尺飞剪刚巧执行剪切指令并到达剪刃位);Lb的最大可能值为Lbmax=Lm-Vm(Tf+T0)(倍尺飞剪即将执行剪切指令)。所以,剩余轧件长度L1(L1=Lb+Ln)可能范围为Ln≤L1<Ln+Lm-Vm(Tf+T0)如果△t>0,则当程序封锁剪切时,轧件尾部至剪刃剪切位的长度为Ln-Vm△t.,此时,剩余轧件的长度范围为Ln-Vm△t≤L1<Ln+Lm-Vm(Tf+T0+△t)由上式可以看出,△t越小,最后一段短尺料的下限值就越大,同时,最后一段不剪切轧件的上限值也越大。,过短轧件装上冷床会产生穿蜗牛事故,过长轧件超出冷床台面长度会引起堆钢,所以必须选择正确的△t值的,以兼顾二者的关系和要求。操作人员可在相关画面上调整△t的大小,来控制最后一根轧件的长度范围。。棒材经倍尺剪剪切后,经过穷板的上位、中位、下位延时被拔上冷床(上、中、下位的时间可以由操作员在主操作站改变)最后一根短尺经剪后的热金属检测器后经延时被送上冷床。6结束语此系统从投产到目前为止,工作基本稳定正常,系统软、硬件配置合理,经济实用,满足生产工艺要求。该棒材生产线的建设成功,为我公司棒材轧制工程开创成功范例,同时,也为我公司建设第二条钢铁生产主线打下一个坚实的基础。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 er5regh
er5regh
本文标题:棒材轧机的自动控制系统
链接地址:https://www.777doc.com/doc-2300124 .html