您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 冶金工业 > 焊接温度场实时检测系统的研究
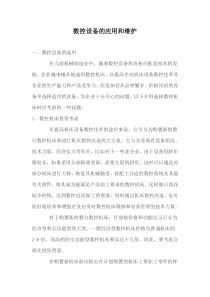
焊接温度场实时检测系统的研究摘要:针对焊接过程温度变化快、升温曲线斜率大的特点,利用传感器技术和计算机数据采集技术,采用C++语言编写检测系统的数据采集与处理软件,综合开发了一套焊接温度场实时检测系统。实验结果表明,该系统能够很好地对焊接温度场进行多路实时采集与处理,为研究焊接过程温度场的分布提供了一种先进的测试手段。关键词:焊接温度场;检测系统;实时采集在焊接过程中,由于焊接热源在不断地移动,因此焊件上各点的温度每一瞬时也都在变化,但这种变化还是有规律的。某一瞬时工件上各点的温度分布成为温度场。温度场的分布情况可以用等温线来表示或等温面来表示。焊接温度场反映了复杂的焊接热过程,而热过程决定了焊缝熔化结晶、变形、应力等状况,这几个因素又影响到熔合、裂纹、组织等与焊接质量有关的指标,故焊接温度场分布能全面和深入地反映焊接质量,获得焊接过程的动态温度场,对于制定、评定和优化焊接工艺具有重要的意义[1-2]焊接温度场是一个动态温度场,由于加热过程往往很快,场中各点温度变化率大,又容易受到电磁辐射的干扰,因此测定焊接温度场是一个难度很大的问题[3]。测定焊接温度场的传统方法是使用热电偶和X-Y函数记录仪。该方法实时性差、精度低。计算机软硬件技术的飞速发展为焊接温度场的检测提供了新的方法和途径。结合先进的计算机软硬件技术,笔者编写了一套焊接过程温度场检测和分析软件。该系统能够对焊接过程温度场参数进行采集、处理和计算,为焊接过程温度场动态检测提供了一种先进的检测手段。1硬件系统设计1测温系统的硬件装置检测系统的硬件部分主要由以下几部分组成:温度传感器、温度变送器、接线端子板、数据采集卡和工控机。温度传感器采用K型镍铬-镍硅热电偶,测温范围0~1100℃,热电偶丝直径0.3mm;温度变送器主要包括隔离放大电路和温度补偿电路。数据采集卡采用研华PCL-818LS采集卡。1.2冷端温度补偿装置在通常的工程测量中,参考端温度大都处在室温或波动的温区。此时若要准确测出实际温度,就必须采取修正或补偿措施。由中间温度定律得知,参考端温度为tn时的热电势为:EAB=(t,tn)=EAB(t,t0)-EAB(tn,t0)其中t0表示0℃的温度,t表示测温端的温度。由此式可知,当参考端温度不等于0℃且tn恒定不变时,EAB(t,t0)是一个常数。因此,只要将测得的热电势EAB(t,tn)加上EAB(tn,t0)就可获得EAB(tn,t0)的电《热加工工艺》2008年第37卷第3期金属铸锻焊技术Casting・Forging・Welding上半月出版动势。图1为冷端温度补偿线路图。电桥的输出端与热电偶串连,并将热电偶的冷端与电桥置于同一温度场中。设计电桥时一般选择20℃作为电桥平衡温度,此时a、c两点电位相等,电桥输出电压为零。当温度不等于20℃时,热电偶由于冷端温度变化使热电偶的输出电势产生变化量!E,此时由于R1的阻值变化使a、c两点间电位不等(R1温度系数大,其他电阻温度系数小),电势差不为零,自动给出一个补偿电势E。由于#E和$E补大小相等且方向相反,这样便达到自动补偿的目的[4-51.3测温系统的信号采集采样信号的传输是必须精心设计的一环。因为焊接过程本身就是一个强干扰源,所采集到的信号如果不采取相应的抗干扰措施,干扰信号将与真实信号混杂,造成测量结果的失真。因此采样信号的传输应采用带屏蔽层的导线,并且屏蔽层应可靠接地。测温过程中热电偶将温度转换成毫伏级电压信号,经过温度变送器后转换成4~20mA电流信号。在信号的转换过程中温度补偿电路会对周围的环境温度进行补偿。再接一个250%的电阻可将电流信号转换成1~5V电压信号。这时将信号线连接到端子板,采集卡就可以对信号进行采集了。信号采集流程如图2所示。2软件系统的设计检测系统软件采用C++语言编写。C++语言是一种面向对象的程序设计语言,可应用于32位Windows操作系统应用程序的开发,用C+语言编程可以实现用较小的代码开销,编写出高效的Windows执行程序[6]。本系统采用多线程技术,使采集进程与显示进程可以并行不悖的运行,从而可以快速、实时、准确地对信号进行采集、显示和处理。其程序主界面如图3所示。主要包括两部分:一部分由工具按钮组成,用来进行参数设置、采集的启动与停止以及数据的处理等功能;另一部分是显示模块。本文将在后面详细介绍各部分功能模块。2.1参数设置及采集模块的设计此模块的参数主要包括数据采集起始通道、截止通道、采样频率、冷端温度等。图4就是参数设置模块的界面。其中起始通道、截止通道和采集频率的设置主要是指定采集卡以什么方式采集;而冷端温度参数的设置主要用于冷端温度补偿电路失效或者不准的情况。由热电偶温度补正法可知,我们可以在软件中设置一个变量tn(冷端温度),使这个变量值等于环境温度。在数据处理的时候程序会让测试值Tj自动加上tn就可得实际温度值T,即T=Tj+tn2.2显示模块的设计显示模块界面在程序主界面中,如图3所示。显示模块能将每个采集通道采集到的数据显示在主界面,每个通道的数据用一种颜色显示,这样就可以很清晰的看到实时温度曲线。2.3数据处理模块地设计数据处理模块主要负责对采集的数据进行数学运算、去除异常数据、保存为文本文档等任务。数据处理模块的界面中包括文件列表,该模块的运行是在采集停止后进行的。其界面如图5所示。其中的文件列表可将实验中采集保存的二进制数据文件名、采集的时间等参数显示出来。在文件列表中选中一个文件后就可以在数据处理子程序中将一个时间段的数据保存为文本文档,这样可以方便阅读、绘制曲线并进行数据分析。3系统测试实验在一块钛合金板上按距焊缝中心线的距离从近到远布置1、2、3共3个采集点。将电子束焊机束流设定为12mA,焊接速度为6.40mm/s,对其进行焊接。采集频率为20Hz,数据采集时间为200s。冷却20min后将焊件取出,以防止焊缝被氧化。从图6可以看出,电子束焊接时同一点在加热阶段升温过程时间短、温度上升快;当温度上升到最高后,冷却阶段降温相对缓慢。从距离焊缝中心线远近来看,距焊缝中心线远的点温度上升幅度较近的点要小。这都与理论预测趋势是一样的。也可以看出本检测系统可以对焊接过程中不同点温度变化情况进行准确的检测、数据的保存和处理。4结论通过电子束焊接测温实验证明:温度场实时检测系统有很好的抗干扰能力;能对冷端温度进行较为精确的补偿;能很好的对焊接过程温度场进行多路数据的实时检测、采集和处理;并且能够动态实时地显示温度曲线;为焊接过程温度场的检测提供了一种先进的检测方法。参考文献:[1]项安,贾剑平,张华,等.基于Windows的焊接温度场动态检测系统研究[J].南昌大学学报,1999,21(4):18-20.[2]袁少波,童彦刚,王文锋.焊接热循环曲线及相变点测试系统的实现[J].电焊机,2005,35(4):47-51.[3]杨庆祥,齐俊杰,高玉魁,等.焊接温度场和应力场的计算与测试研究进展[J].燕山大学学报,1999,23(4):294-296.[4]叶伟国.热电偶冷端温度补偿法[J].传感器世界,2002,(4):29-31.[5]三零四所.热电偶[M].北京:国防工业出版社,1978.[6]宛廷闿.C++语言和面向对象程序设计[M].北京:清华大学出版社,2001.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 kelanan
kelanan
本文标题:焊接温度场实时检测系统的研究
链接地址:https://www.777doc.com/doc-2301463 .html