您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 焊缝实时成像探伤工艺和操作规程及标准要求
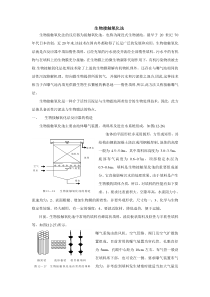
钢瓶焊缝实时成像探伤工艺和操作规程钢瓶焊缝实时成像探伤工艺和操作规程1.基本要求1.1焊缝表面要求:焊缝需经表面检验合格后,才能进行照相,焊缝表面不得有咬边,焊瘤及其它以影响图象评定的缺陷。1.2图象标志:铅字和有关标志应按标准规定有图象的正确位置上显示出来,且一定要与工件位置相符,以保证透照部位的鉴别。另外,铅字码不得压在焊缝上。1.3标记:为保证工件在重拍时位置不发生偏移,故按规定的起点位置起拍第一幅图象,并划出起点的位置。1.4图象搭接长度:为防止漏检,每幅图象之间连接的搭接长度不少于10mm。1.5象质计放在射源侧,图象的灵敏度不低于JB4730-94标准AB级要求。1.6图象灰度:图象有郊评定区域内的灰度范围为80-230。2.器材技术要求及工艺标准:2.1射线机采用恒压式小焦点连续检测X射线机,焦点为0.4*0.4mm,X射线机的能量应适应被检焊缝厚度的要求,并有一定的穿透能力储备。2.2图象增强器:图象增强器输入屏直径不小于150mm,分辩率不小于3.6LP/mm。2.3电视摄像机:采用光电耦合器件(CCD)或电子管线路摄像机,采集分辩率不小于800*600象素。2.4计算机主要配置中央处理器:高于或等于166MMX内存:高于或等于32MB显示卡:在1024*768象素时,垂直刷新速度要高于或等于80Hz,高于或等于24位真彩色图象采集卡:采集分辩率768*576显示器:显示器屏幕尺寸不小于380mm,点距0.25mm,逐行扫描,显示分辩率1024*768象素2.5系统分辩率:X射线实时成象系统分辩率应大于或等于1.4LP/mm3.拍摄准备:3.1准备好铅字片,按规定排齐字码,并核对所拍的工件,是否与字码一致。3.2字码卡应放置在被检工件的规定位置上对准钢瓶上的起始线。3.3应使射线中心束垂直于被摄位置的中心点。3.4应保持射线摄象焦距一致。3.5应使字码片及透度计紧贴于焊缝上。4.摄像参数及摄像操作4.1X射线机输入电压必须稳定,波动幅度不应起过5%。4.2.1启动高压前,先将电压及电流进行预选,选定摄像时所需的电压及电流值。mA允许使用最大值为该机最大值的95%,kV值为该机最大值的90%。预选好电流及电压值后,可以启动高压进行拍摄图象,图象拍摄完毕关闭高压。4.2.2射线机停机器24小时以上,应进行训机。4.3应保证射线机在摄像过程中,不受外界振动影响。4.4拍摄参数的确定,要在X射线机上进行实际的测试,作出该机的拍摄参数,一般半年一次。4.5本厂钢瓶产品采用双壁单影工艺摄像。5.图象的观察和记录5.1图象上不得有杂波条纹出现。5.2观察室内光线要较暗,以便更好观察图象。5.3图象评定标准按JB4730-94规定。5.4记录数据应详细,完整,通常包括以下部分:(1)产品名称;(2)材质;(3)工件号;(4)图象号;(5)母材厚度;(6)摄像参数;(7)象质计型号(8)拍摄时间;(9)缺陷性质;(10)图象评定级别;(11)返修图象号;(12)评片标准;(13)初评人员;(14)复评人员。6.焊缝的返修:6.1探伤后确定超标的缺陷,需用油漆准确地在工件上标出其返修部位。6.2同一部位的焊缝返修次不超过两次,返修后重新进行拍摄。6.3凡经返修过的焊缝,必须将其部位,缺陷性质,探伤后结果,记入“X射线探伤报告”中。6.4整个钢瓶合格后,此钢瓶的图象按规定归档存查。7.钢瓶X射线摄像:每只钢瓶摄影15幅图象,钢瓶外园周长为1020毫米,每幅象有郊长度为68毫米,图象编号以瓶咀俯视,以收弧处前50毫米左右为起始基点,顺时针方向编号。8.实时成象探伤人员工作守则:8.1努力学习,认真钻研技术,不断提高探伤技术知识及水平。8.2工作态度严肃认真,坚决按照标准及本厂制订的“实时成象探伤工艺”拍好每幅图象。8.3严格把好质量关,按标准要求验收每幅图象,不漏检,不错判。8.4按质,按量完成摄象任务。8.5摄像前先检查水电运转是否正常,摄象时一定要保证冷却水箱正常运转,下班时切断水,电源。8.6检修电器设备时,先断开电源再进行检修,确保人身安全。8.7工作时间不得擅离工作岗位,不做与生产无关之事。8.8保持工作室内环境洁净,下班前要把各设备擦拭于净。X射线实时成像检测技术现场测评方法曾祥照(广东粤海钢瓶厂广东南海市528247)摘要:X射线实时成像是一项新的无损检测技术,对于初次使用本技术的单位而言,通常要经过一段时间的试用并经现场测评后,方可投入使用。本文概述了X射线实时成像检测技术现场测评的内容及方法。关键词:X射线实时成像现场测评LocalevaluatingmethodfortestingtechniqueofX-RayRunTimeImageZengXiangZhao(GUANGDONGYUEHAISTEELCONTAINERPLANTGuangDongNanHaiCity528247)Abstract:X-rayreal-timeimageNDTisanewtestingtechnique.fortheunitsthatusethistechniquefirsttime,canformallyuseitafterperiodoftimetryoutandlocalevaluating.ThisarticleintroducesthecontentandmethodofLocalevaluatingforX-RayRunTimeImageNDTtechnique.Keywords:X-ray,Real-timeimage,Localevaluating1.现场测评的必要性X射线实时成像是一项新的无损检测技术,它是基于计算机图像处理技术,实现检测图像的数字化和实时化,具有检测速度快、检测成本低等优点,检测图像清晰,检测灵敏度与射线拍片相当,因而可以代替射线拍片检测。该技术在国内钢瓶制造行业率先得到应用,在锅炉压力容器及其他行业相继推广应用。然而,对于初次使用本检测技术的单位而言,应本着“积极稳妥”的原则,通常要经过一段时间的试用,积累经验、完善工艺,再经上级主管部门的现场测评合格后方可投入使用。现场测评的作用是:根据专家组现场测试的结果,为上级主管部门审批其是否可以使用实时成像代替拍片检测提供技术依据。2.现场测评项目与指标现场测评不同于技术鉴定,技术鉴定在技术的研制开发阶段已经完成。现场测评主要的目的是对使用单位在应用X射线实时成像技术方面所取得的成效作出客观的评价。需要测评的项目可能较多,但考虑现场应用的实际情况,测评项目主要选择能够反映实时成像技术实质问题的关键项目,至于一般项目的测评则由设备提供商和使用单位在设备调试中或日后使用中自行解决。根据X射线实时成像国家标准(报批稿)的有关内容和先行使用单位的经验,现场测试的主要内容如下。表1.X射线实时成像现场测评项目与考核指标序号测评项目考核指标1系统分辨率≥14LP/cm2图像分辨率透照厚度分辨率<6mm≥22LP/cm6~25≥18LP/cm>25mm≥16LP/cm3图像灵敏度像质指数应达到GB3323-87或JB4730-94标准规定的要求4检测工装精度工件置于工装上,转动一等分或移动一次的位移偏差不大于2.5mm,累计正偏差不大于15mm5缺陷检出符合率≥95%2.1系统分辨率在实时成像中分辨率的计量单位是线对/厘米(LP/cm)。系统分辨率是考核整套设备综合性能的主要指标,对成像质量有重要作用,不论设备的基本配置如何,系统分辨率应达到或超过14LP/cm;随着设备配置性能的提高,系统分辨率也会随之提高。试验表明,如果系统分辨率低于14LP/cm,系统固有不清晰度增大,对成像工艺和计算机图像处理的方法带来很大的困难,使图像质量下降。2.2图像分辨率由于设备结构的原因和成像工艺的需要,检测图像是放大的,图像适度放大后对提高图像分辨率有利。本项目的考核指标相当于AB级底片总不清晰度的要求。2.3图像灵敏度灵敏度的计量单位是像质指数。灵敏度是反映图像细小缺陷的检出能力,其考核指标等同于BG3323-87或JB4730-94标准像质指数的要求。2.4检测工装精度根据X射线实时成像检测技术的特点,工件的检测多数是在连续不间断的条件下进行,检测过程通常要借助于检测工装来完成。对于要求100%检测的焊缝,为了防止漏检,每幅图像应留有一定的搭接长度,标准(报批稿)规定一幅图像内焊缝检测的搭接长度不小于5mm,因此,对检测工装的运动精度提出了较高的要求。2.5缺陷检出符合率从理论上讲,X射线实时成像检测与射线照相拍片检测对工件缺陷检出结果应该是相同,但是,考虑到两者在检测方法和检测载体上有所不同,受某些因素的影响,例如检测设备系统配置不同、射线透照参数不同、成像工艺因素的差异、特别几何投影尺寸的差异,都会使两者的缺陷检出结果有所不同。试验表明,底片(特别是较长底片)两端与中间的对比度存在不均匀性,底片两端细小的缺陷可能难于发现,而实时成像的有效检测长度较短(往往是底片长度的1/3~1/5),图像灵敏度和清晰度较好,因此,一些细小的缺陷反而容易发现。实时成像的图像显示载体是显示器,对于某些细微的线性缺陷(例如细微的未焊透)的分布方向与显示器扫描线平行时可能较难观察到,而对于底片的中间位置来说,则较易观察到。因此,应对X射线实时成像检测和射线拍片检测的缺陷检出情况进行互相验证,验证的结果两者的符合率应达到95%以上。另外还有一层考虑:由于射线拍片检验已有较长的历史,人们往往会习惯用底片观察的结果去检验X射线实时成像检测结果的准确性,只有当两者的符合率达到95%以上,人们才会对实时成像的检测结果表示信服,因此,对缺陷检出符合率的现场测评就显得更有必要。2.6关于图像灵敏度与图像分辨率问题为什么要对图像灵敏度和图像分辨率同时进行现场测评呢?这是因为图像灵敏度与图像分辨率是从不同的角度反映图像质量,不能互相代替。实践证明,像质计灵敏度的量值,不能充分反映焊缝自然缺陷的特性,有时是像质计灵敏度或者是圆形缺陷的检出率可能很高,而对裂纹等线性缺陷的灵敏度却较低,因为金属丝像质计灵敏度很大程度上取决于图像的对比度,而线性缺陷则更多地取决于图像分辨率。简单地说,分辨率的含义是表示两根细小的线条(类似线性缺陷)在距离很近时能分辨清楚的能力。为了使圆形缺陷和线性缺陷都能充分地检出,因此就有必要规定对图像灵敏度和分辨率均应达到规定要求。2.7现场测评时,结合实物检测,必要时还要抽查检测工艺文件、检验记录、检测环境、射线防护条件、人员培训以及检测设备性能、计算机硬、软件资源配置等情况。3.现场测评方法3.1系统分辨率的测定将图像分辨率线对测试卡紧贴在图像增强器输入屏表面中心区域上,线对栅条与水平位垂直,按如下工艺条件进行透照,并在显示屏上成像:(1)X射线的焦点至图像增强器输入屏表面的距离不小于700mm;(2)管电压不大于40KV;(3)管电流不大于2.0mA;(4)图像对比度适中。在显示屏上观察测试卡的影像,当观察到栅条刚好分离的一组线对时,则该组线对所对应的分辨率即为系统分辨率。3.2图像分辨率的测定将图像测试卡紧贴在被检焊缝的表面上,线对栅条与焊缝垂直,并与焊缝同时成像。在显示屏上观察测试卡的影像,当观察到栅条刚好分离的一组线对时,则该组线对所对应的分辨率即为图像分辨率。3.3图像灵敏度的测定将像质计紧贴在被检焊缝的表面上,金属丝与焊缝垂直,并与焊缝同时成像。在显示屏上直接观察像质计的影像,在焊缝处能清楚看到的最细金属丝所对应的编号,即为图像灵敏度的像质指数。3.4检测工装精度的测定将被检工件置于检测工装上,选定一个始点,启动工装,观察每转动(或移动)一等分与起始点的相对位移,记录其偏差值,直到转动一周(或移动全长)观察终点与始点的相对位移,记录其偏差值。以上动作重复三次取平均值作为每转动或移动一次的位移偏差和累计偏差。3.5缺陷检出符合率的确定在现场随机抽取7~10件被检测工件(最好是模拟试验工件,焊缝内含有各种类型的自然缺陷),分别对工件焊缝进行X射线拍片检测和X射线实时成
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 frank86821
frank86821
本文标题:焊缝实时成像探伤工艺和操作规程及标准要求
链接地址:https://www.777doc.com/doc-2301496 .html