您好,欢迎访问三七文档
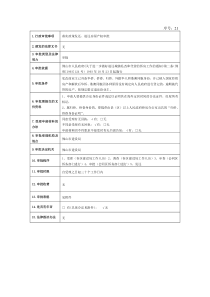
2.3数控标准2.3.1数控程序编制的国际标准和国家标准ISO(InternationalStandardOrganization)代码国际标准化协会EIA(ElectronicIndustriesAssociation)代码美国电子工业协会ISO代码具有信息量大,可靠性高等优点,目前世界各国都采用ISO代码,EIA代码发展较早。我国规定新产品一律采用ISO代码。常用的数控标准(1)数控的名词术语;(2)数控机床的坐标轴和运动方向(3)数控机床的字符编码(ISO代码、EIA代码);(4)数控编程的程序段格式;(5)准备机能(G代码)和辅助机能(M代码);(6)进给功能、主轴功能和刀具功能。2.3.2程序结构与程序段格式•1.加工程序的结构•加工程序•主程序和子程序•程序段(block)•字(word)•地址和数据•2.程序段格式N××××G××X±××××.×××Y±××××.×××F××S××T××M××LF程序段序号准备机能字坐标字进给功能字主轴转速功能字刀具功能字辅助功能字结束符N003G90G01X+35.Y+279.3Z-429.7S1000T02F500M07;常用地址字符地址字意义A、B、C围绕X、Y、Z轴旋转的旋转轴角度尺寸字F、S、T进给速度指定机能、主轴速度机能、刀具机能G准备机能I、J、K插补参数M辅助机能N程序段序号U、V、W与X、Y、Z轴平行的第2移动坐标尺寸字X、Y、Z主坐标轴X、Y、Z移动坐标尺寸字2.代码或指令分类G指令——准备功能功能:规定机床运动线型、坐标系、坐标平面、刀具补偿、暂停等操作。组成:G后带二位数字组成,共有100种(G00~G99)。示例:G01,G03,G41,G91,G04,G18等参加p27~30表2.2、表2.3表2.4•2.4数控系统的指令代码•2.4.1国际标准化组织准规定的准备功能指令代码—G代码•(见教材表2.2,P27)•表中说明:•模态代码(又称续效代码):一经在一个程序段中指定,其功能一直保持到被取消或被同组其它G代码所代替,表中第二栏的acdfhjkI所对应的G代码为模态代码,字母相同的为一组。•非模态代码:的功能仅在所出现的程序段内有效•同组的任意两个代码不能出现在一个程序段中如G00G01X100Z100ו不同组的G代码根据需要可以在一个程序段中出现如G90G01X100Z100√•X105Z110N001G01G17G41X_Y_F_;N002X_Y_;N003G03X_Y_I_J_;N004X_Y_I_J_;N005G01X_Y_;N006G00G40X_Y_;M指令——辅助功能功能:主要用于数控机床开、关量的控制,如开、停冷却泵;主轴正反转、停转;程序结束等组成:M后带二位数字组成,共有100种(M00~M99)。示例:M02,M03,M08等•辅助功能指令—M代码(见表2.17,p106)•M00—暂停指令•在包含M00的程序段执行后自动运行停止,机床的主轴、进给和冷却液都自动停止。程序停止时所有的模态信息保持不变,用“循环起动”按钮恢复自动运行。•该指令用于加工过程中测量刀具和工件的尺寸、工件调头、主轴变速等操作。重新按启动键,继续执行后续的程序。•M01——计划暂停,在“任选停止”按键被按下时,M01才有效。•M02——程序结束,机床的主轴、进给和冷却液全部停止,并使机床复位。该指令必须出现在程序的最后一个程序段中。•M30—程序结束,并返回到程序开始处。•M03、M04和M05-主轴正转、反转和停止。•M07、M08和M09-冷却液开、关指令。•M98、M99-子程序调用和返回指令。主程序与子程序子程序调出的形式:M98P__;子程序号重复调用次数(最大999)O0001;…M98P11000;…M30;O1000;…M98P12000;…M99;O2000;…M98P13000;…M99;主程序子程序子程序1重嵌套2重嵌套另一种形式如在华中数控和SIEMENS系统中,子程序调用格式:M98P_L_;子程序号重复调用次数(最大999)如M98P0003L6%O0003...M99F、S、T、D指令F指令——指定(合成)进给速度指令组成:F后带若干位数字,如F150、F3500等。其中数字表示实际的合成速度值。单位:G98——每分钟进给量mm/min,G94为缺省值。G99——主轴每转一转刀具进给量mm/r注意:在G01、G02、G03方式下,F一直有效,直到被新的F值所取代。而在G00方式下,快速移动的速度是各轴的最高速度,与F无关。机床控制面板上的倍率按键,F可在一定范围内进行倍率修调,但攻丝循环G76、G82,螺纹切削G32除外。控制面板上的主轴修调、快速修调、进给修调S指令(切削速度)——指定主轴转速指令组成:S后带若干位数字,如S500、S3500等。其中数表示实际的主轴转速值。单位:r/min。上述两个指令分别表示主轴转速:500r/min;3500r/min。G96——恒线速度(单位:m/min)G97——取消恒线速度,G97为缺省值。如:S200T0101;G96S200;G97S500;T、D、H指令指定刀具号和刀具长度、半径存放寄存器号指令。组成:T、D后跟两位数字,如T01、D02等。其中数字分别表示存放的在库中的刀具号和刀具长度(H)、半径补偿(D)寄存器号。上述两个指令分别表示后续加工将选择刀库中01号刀具和采用D02寄存器中的数值进行补偿。若用四位数码指令时,例如T0102,则前两位数字表示刀号,后两位数字表示刀补号。由于不同的数控系统有不同的指定方法和含义,具体应用时应参照所用数控机床说明书中的有关规定进行。1.工件坐标系设定指令通过设定刀具对刀点来建立工件坐标系。G92IP_;如G92X_Z_;表示建立工件坐标系,对刀点在工件坐标系中的坐标为X400.Z250.IP_:绝对坐标编程时是终点坐标,相对坐标编程时时刀具移动的距离。G92X400.Z250.φ400250zx2.4数控系统的指令代码(以FANUC系统为例(见教材表2.3和2.4))一、与坐标系有关的G代码G92、G54~G59、G52、G17、G18、G19重要说明:(1)在执行此G92指令之前必须先进行对刀,通过调整机床,将刀尖放在程序所要求的起刀点位置上(即在执行G92指令之前,刀尖的位置要在X400Y250.上)。(2)此指令并不会产生机械移动,只是把这个坐标值存储在数控装置内,从而建立新的坐标系。(3)设定的坐标系在机床重开机时消失此法复杂容易出错!用时要特别小心!!此法最好不用,而用刀具偏置法来设定工件坐标系。2.选择工件坐标系指令(G54~G59)指令格式:G54…IP_:G59G54为缺省值。G54G55参考点机床坐标系原点可用G54~G59指令来代替G92建立工件坐标系。它是先测定出工件原点在机床坐标系中的坐标值,并把该值用MDI方式输入,因而该值无论断电与否都将一直被系统所记忆,直到重新设置为止。很多数控系统都提供G54~G59指令,完成共预置六个工件原点的功能。3.设定局部坐标系指令(G52)G52X100.Y50.;执行此指令后,程序指定的坐标值都是局部坐标系中的值。取消局部坐标系指令:G52IP0;如G52X0Z0;⊙●机床坐标系原点参考点局部坐标系局部坐标系G59G58G57G56G55G54(5)坐标平面设定指令(G17,G18,G19)G17----xy平面;G17为缺省值。G18----zx平面;G19----yz平面.对于三轴联动的铣床和加工中心,常用这些指令指定在哪一个平面内进行加工。对于两轴联动的机床,如数控车床,由于总是在XZ平面内运动,故无需设定平面指令。Z/X平面G18Y/Z平面G19X/Y平面G17YXZ二、坐标值尺寸G代码(1)绝对值和增量值编程指令(G90,G91)绝对编程:G90G01X100.0Z50.0;增量编程:G91G01X60.0Z-100.0;50XBAZ15010040O注:在某些机床中用X、Z表示绝对编程,用U、W表示相对编程,允许在同一程序段中混合使用绝对和相对编程方法!!!!绝对:G01X100.0Z50.0;相对:G01U60.0W-100.0;混用:G01X100.0W-100.0;G01U60.0Z50.0;这种编程方法不需要在程序段前用G90或G91来指定。(2)公制,英制转换指令G20;英制输入G21;公制输入,默认G21(3)直径编程与半径编程G36直径编程,缺省值。出厂一般设为直径编程G37半径编程三、关于参考点的G代码(1)自动返回参考点指令(G28IP_)(2)自动从参考点返回指令(G29IP_)G28和G29指令应用的例子;刀具从A经B点返回参考点R,换刀后经由B点返回C点%0001T0101G00X150.0Z5.0G28X200.0Z200.0;返回参考点(A→B→R)T0202;在参考点换刀G29X80.0Z50.0;从参考点经由B点返回到C点(R→B→C)A(150,5)R(参考点)C(80,50)B(200,200)第三讲结束!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 qunehe1
qunehe1
本文标题:数控标准和指令代码
链接地址:https://www.777doc.com/doc-2335127 .html