您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 汽车用螺旋弹簧设计讲解
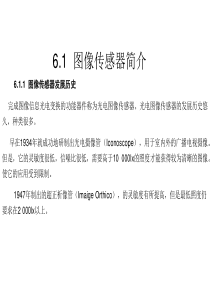
汽车用螺旋弹簧设计和制造知识汽车常用弹簧1.圆柱螺旋压缩弹簧悬架弹簧、气门弹簧等。2.圆柱螺旋拉伸弹簧各种拉簧3.圆柱螺旋扭转弹簧离合器踏板扭簧,变速手柄扭簧等4.圆锥螺旋弹簧自由舰后悬架截锥螺旋弹簧等5.扭杆弹簧行李箱盖扭簧最常用的圆柱螺旋压缩弹簧符号:n弹簧有效圈数D弹簧中径mmd弹簧钢丝直径mmG弹簧材料的切边模量(冷卷制)(热卷制)C旋绕比K应力修正系数t弹簧节距mmF1弹簧安装时的予加载荷NIp材料截面极惯性矩,圆形截面为aMPG3105.71dDC4432mmdIpCCCK615.04414aMPG3105.71aMPG31080圆柱螺旋压缩弹簧的计算公式1.载荷F与变形f的简化计算式:mm2.载荷与应力的计算式:GdnFCGdnFDGInFDfp3433884)/(88223mmNdFCKdFDK3.弹簧刚度kN/mm4.工作圈数nnCGDnDGdk43488kCGDdCGfKFDfGdn4234885.旋绕比C=D/d可采用下表的推荐值:表1d(mm)0.2-0.40.5-11.1-2.22.5-67-1618-50C=D/d7-145-125-104-94-84-6弹簧节距t与自由高度H0H0和t可参照下表2:总圈数n1节距t端部形式n+1.5两端圈磨平n+2n+2.5n+2两端圈不磨n+2.5ndH0ndH5.10ndH20ndH30ndH5.30压缩弹簧自由高度H0可参照表3计算:总圈数n1自有高度H0端部形式n+1.5nt+d两端圈磨平n+2nt+1.5dn+2.5nt+2dn+2nt+3d两端圈不磨n+2.5nt+3.5d压缩弹簧的典型图样以下两种表达方式皆可:弹簧技术要求含:1.总圈数2.工作圈数3.绕制方向4.表面处理5.制造技术条件6.设计计算参数螺旋弹簧(压缩、拉伸)的许用应力许用应力按所受载荷类型可分三类:1.Ⅰ类载荷:交变载荷次数在以上的弹簧。2.Ⅱ类载荷:交变载荷次数在次范围内的载荷,以及冲击载荷等弹簧。3.Ⅲ类载荷:受静载荷以及交变载荷次数在次以下的载荷等。310163101~1016101冷拔材料的许用剪切应力τ(MPa)注:不适用于直径小于表41mm的钢丝钢丝类型油淬火回火钢丝碳素钢丝或琴钢丝不锈钢丝许用剪应力〔τσ〕Ⅲ类0.55σb0.50σb0.40σbⅡ类(0.40~0.47)σb(0.38~0.45)σb(0.30~0.35)σbⅠ类(0.35~0.40)σb(0.30~0.38)σb(0.25~0.30)σb具体冷拔材料的许用剪切应力τ(MPa)注:不适用于直径小于表51mm的钢丝材料65Mn55Si2Mn;55Si2MnB;60Si2Mn;60Si2MnA;50CrVA不锈钢丝许用剪应力〔τ〕Ⅲ类570740710Ⅱ类455590570Ⅰ类340445430选取许用应力的原则1.对于行驶安全有重大影响的弹簧,许用剪切应力应适当降低。2.当弹簧的实际剪切应力大于许用应力而又无法通过调整弹簧设计参数来降低时,则可考虑采用强压处理或喷丸处理等工艺措施来实现。弹簧强压处理和喷完处理1.强压处理:压缩型(拉伸型)螺旋弹簧表面承受剪切应力τ,越往中心去剪切应力越小,心部为零。如果弹簧中的剩余应力与工作应力方向相反时,则可提高弹簧的承载能力和疲劳寿命。强压处理是将弹簧压至材料层的应力超过屈服点,使表面产生负剩余应力。但是,经强压处理后弹簧的自由高度会缩短,制造中应予以考量。“强压处理”与“立定处理”的区别在于前者将弹簧压缩到材料的屈服极限,而后者仅压缩到工作极限高度或并圈高度数次。如果强化处理得当,在同样的工作条件下,弹簧的疲劳寿命可以提高5-35%左右。强化处理仅适用于重要弹簧,譬如气门弹簧、悬架弹簧等,对于一般弹簧则大可不必进行。2.弹簧的喷丸处理:不要将普通另件的喷砂处理误认为喷外处理。前者是清理工艺而后者是强化处理工艺,它是提高弹簧疲劳寿命的最有效方法之一。喷丸处理是将细钢丝切成微段(譬如φ0.5-1mm的等长颗粒)以高速(例如12米/秒)击打弹簧的表面层,使其发生塑性变形,从而形成一定厚度的表面强化层。强化层内形成了较高的剩余压应力,由此可以抵消一部分弹簧受交变载荷后所产生的部分最大拉应力,从而提高了弹簧的疲劳强度。除此之外,喷丸处理还可消除弹簧表面的疵点、脱碳(严重降低弹簧的疲劳强度)和微小缺陷,从而消除或减少了疲劳源。应当指出,喷丸后的弹簧长度会变短,制定工艺时应予以考虑。喷丸处理和强化处理可同时在重要弹簧上采用,譬如悬架弹簧。弹簧的表面处理1.弹簧的金属保护层:镀锌处理:锌在干燥空气中较安定,不变化。在潮湿空气中会产生一层氧化锌白色薄膜,它可阻止弹簧继续遭受腐蚀,可用于弹簧在一般大气条件下防腐。凡是与硫酸、盐酸和苛性钠相接触的弹簧则不宜用镀锌处理。镀锌后的弹簧还可经钝化处理,藉以进一步提高保护性能和增加美观。镀锌层厚一般在6-24微米范围内选取。2.弹簧的化学保护层2-1.氧化处理:亦称发黑处理。表面产生一层磁性氧化铁膜,厚度约为0.6-2微米。该氧化膜薄且有气孔,其防护能力较差,仅适用于腐蚀性不强的介质中的弹簧。氧化处理成本低,生产率高,广泛地利用于普通弹簧上。2-3.磷化处理:将弹簧置入含有锰、铁、磷的磷酸盐中,使弹簧表面产生一层不溶于水的磷酸盐薄膜的方法叫做磷化。膜厚约5-20微米,其抗腐蚀能力是氧化处理的2-10倍。与镀锌处理一样,在弹簧酸洗后磷化过程中,会产生大量的氢气使弹簧产生氢脆,因此需要去氢处理。弹簧的热处理热处理工艺取决于材料的品种和加工状态。1.第一种类型:经过强化处理的钢丝,如碳素弹簧钢丝琴钢丝、油淬回火弹簧钢丝和钢带,它们以冷成形工艺制作成弹簧,成形后只需进行去应力退火处理。2.第二种类型:凡是用热成型和已退火材料冷卷的弹簧,均需进行淬火回火处理。弹簧硬度:65MnHRc46-48;HRc52-54.60Si2MnAHRc46-48HRc52-54;50CrVAHRc46-48HRc52-54圆柱螺旋扭转弹簧扭簧的结构型式:扭簧设计参数1.扭簧钢丝直径dmm2.扭簧圈中径DmmD1内径mmD2外径mm3.旋绕比C=D/d可按表14.扭簧的试验扭矩TNm弯曲应力N/m㎡221DDDsdT323s5.扭转角φ(rad)E弹簧材料的弹性模量(MPa)I弹簧材料截面惯性矩6.弹簧圈内侧的的最大应力σ)(180)(EITDnradEITDn4mm441412.1011131CCKKKdTKZTm当逆旋向扭转时时曲度系数,当顺旋向转Zm弹簧材料的抗弯截面系数圆形截面324dZm643dI4mm4mm3mm7.扭簧刚度KφN-mm/(°)8.工作圈数nDnEITk180TDEIn180截锥螺旋弹簧圆锥螺旋弹簧截锥螺旋弹簧的刚度特性是非线性的,圆锥角ψ越大,弹簧刚度变化越大,自振频率的变化越高,对于消除或缓和共振越有利。所以自由舰后悬架弹簧就采用锥形弹簧。然而锥角ψ越大,材料利用率越低,大到一定程度时,弹簧可能发生自锁而不能回弹。截锥螺旋弹簧的计算1.弹簧有效工作圈数nmmRmmRmmNkMPaGRRRRkGdn最大工作圈的中半径最小工作圈的中半径度弹簧在工作载荷下的刚材料切变模量式中:214142124/78700)(162.弹簧压并圈时的节距tmm3.弹簧螺旋角α度mmdndRRdt材料直径212)(1NFFFRtGdFRzz为弹簧最大工作载荷载荷弹簧开始有弹簧圈接的85.023224224.弹簧有效工作圈的自由高度H’ommH’o=nπα(R2+R1)5.任意弹簧圈i的半径Ri6.从大端工作圈到弹簧圈i的钱高度Hi7.弹簧在变形Hi时的载荷计Fi(N)niRRRRi)(122niRRRiaHi2)(2122iiiRkRGdF232248.弹簧在Hi时的变形fi9.弹簧剪切应力τ计算)()()(162222414412iiiiiRRkRRRRGdFRRnfiiFdRK316扭杆弹簧扭杆在汽车构造上应用较广泛,例如:扭杆式悬架、行李箱盖扭簧、动力转向转阀扭杆等。1.扭矩T(Nm)2.角刚度kα(Nm/rad)cosFRT))radradTTk扭角(初始角(22122221costan)(1coscos1tan1cos)(cosCCRkCRkdfdFkRkCRkRkF)(3.载荷F(N)系数C1和C2分别参看以下相应曲线图。22122221costan)(1coscos1tan1cos)(cosCCRkCRkdfdFkRkCRkRkF)(4.静变形fs(mm)系数C3也可查右曲线图而得。tan1costan1cos33CRCRkFfs扭杆的扭角和应力计算常用扭杆材料的截面时圆形的。扭杆直径dmm有效长度Lmm力臂长度Rmm则:极惯性矩163234dZdItp抗扭截面系数1.扭转剪切应力τ2.扭角φ3.扭转角刚度kα(Nmm/rad)23/16mmNdTZTt)(2324raddGLGdTLGITLpLGdTk324其它形状截面的扭杆计算参见表格6.结束语汽车常用弹簧除了上述5种外,还有叶片簧(钢板弹簧)、碟簧、橡胶弹簧等,由于比较专题,在此不再阐述,可查询相关资料。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 sonypsp001
sonypsp001
本文标题:汽车用螺旋弹簧设计讲解
链接地址:https://www.777doc.com/doc-2345325 .html