您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 振动时效及几种消除应力方法简介
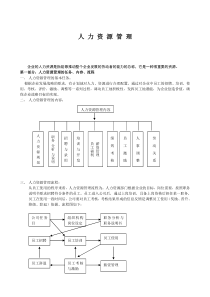
1振动时效介绍一、振动时效简介振动时效处理是工程材料常用的一种消除其内部残余内应力的方法,是通过振动,使工件内部残余的内应力和附加的振动应力的矢量和达到超过材料屈服强度的时候,使材料发生微量的塑性变形,从而使材料内部的内应力得以松弛和减轻。振动时效的实质是通过振动的形式给工件施加一个动应力,当动应力与工件本身的残余应力叠加后,达到或超过材料的微观屈服极限时,工件就会发生微观或宏观的局部、整体的弹性塑性变形,同时降低并均化工件内部的残余应力,最终达到防止工件变形与开裂,稳定工件尺寸与几何精度的目的。它是将一个具有偏心重块的电机系统(称做激振器)安放在构件上,并将构件用橡皮垫等弹性物体支承,通过控制器起动电机并调节其转速,使构件处于共振状态。约经20~30分钟的振动处理即可达到调整残余应力的目的,一般累计振动时间不应超过40分钟。由于部分用户对振动时效的机理不甚了解,盲目使用一些简易的(所谓“全自动振动时效”)振动时效设备对产品进行时效。这种完全不针对工件个性、仅按照振动时效设备生产者预置的参数,对各种工件均采用一种或几种工艺参数进行时效的方法,会导致被时效工件出现下列几种情况:1、假时效:工件未发生共振或振幅很小或者虽然振幅较大,但工件整体做刚体振动或摆动,“全自动振动时效设备”也能按照预置2的程序打印或输出各种时效参数、曲线,误导操作者和工艺员判断,这样工件根本没有达到时效的效果;2、误时效:工件虽然产生共振,但是发生的振型与工件所需要的振型不一致,动应力没有加到工件需去应力的部位,这样不能使工件达到预期的时效目的,影响时效的效果;3、过时效:由于不针对工件个性采用合理的时效参数,完全照盲目预置的参数,对工件进行时效,可能会因为共振过于强烈或振幅过大,导致工件内部的缺陷(裂纹、夹渣、气孔、缩松等)继续扩大、撕裂,甚至报废的严重后果。二、几种去应力方法简单对比:1、热时效,通过加热炉进行处理,不仅消耗大量的能源、占用场地和较大的设备资金投入,而且消除残余应力的效果也因炉况的不同有很大的差异,其对残余应力的消除率一般在40~80%之间;2、振动时效虽然使用方便,但其应力消除率一般在30~50%。使用时将工件放置到胶皮垫上或以木块垫起工件,使工件悬空,然后将激振电机安放并固定到工件上,调整电机激振频率与工件自身频率一致,产生共振,一般1小时以内可完成去应力处理;3、豪克能消除应力是最彻底消除焊接应力的方法,它不仅使残余应力的消除率达到80~100%,而且还能产生理想的压应力,这对焊接构件的抗疲劳性能和抗应力腐蚀性能也大有益处。但毫克能处理是使用冲击枪对准焊缝,沿焊缝扫一遍,对于车架等焊缝较多的构件来说处理起来较麻烦,时间较长,劳动强度较大。3
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 cikk
cikk
本文标题:振动时效及几种消除应力方法简介
链接地址:https://www.777doc.com/doc-2376002 .html