您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 机械制造基础试题_宿迁学院
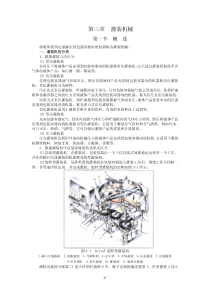
宿迁学院20—20学年度第学期(期末)考试《机械制造基础》试卷(闭卷)(试卷编号01)(考试时间:120分钟,适用机电、模具、数控专业)题号一二三四五总分复核人分值301462030100得分一、填空题(请将正确答案填写在括号内。每空1分,共30分)1、从系统工程的观点看,产品的制造过程是___________、___________和___________的过程。2、齿形加工方法有___________、___________。常用的齿轮加工机床有:___________、___________、___________等。3、在切削过程中,工件上三个变化的表面是:___________、___________、___________。4、切削的形态一般分为:__________、___________、___________、___________。5、切削加工中,常用的切削液有:水溶液、__________、___________、___________。6、刀具的磨损主要有:磨料磨损、粘结磨损、__________、__________、氧化磨损。7、根据功用不同可将基准分为设计基准和工艺基准两大类;后者按用途又可分为:__________、__________、__________、装配基准。8、安排机械加工工序顺序的原则有基面先行原则、先粗后精原则、__________原则以及__________原则。9、机床夹具的六个组成分别是:定位元件、__________、对刀或导向元件、连接元件、其他装置、__________。10、根据结构特点和功能,一般夹紧装置由__________、__________、___________3个部分组成。二、选择题(下列各题的备选答案中只有一个选项是正确的,请把正确答案填在括号中。每小题2分,共14分)1、车削时,刀刃安装高于工件回转中心时:()A)工作前角增大,工作后角减小B)工作前角减小,工作后角增大C)工作前角、工作后角都增大,D)工作前角、工作后角都减小2、车外圆时,车刀作纵向进给运动时:()得分批阅人得分批阅人系年级专业班姓名:学号:封装线A)工作前角增大,工作后角减小B)工作前角减小,工作后角增大C)工作前角、工作后角都增大,D)工作前角、工作后角都减小3、工件塑性越大,切削变形()。A)越大B)越小C)不变D)无影响4、高速钢刀具在550-600℃时发生()A)磨料磨损B)粘结磨损(冷焊磨损)C)扩散磨损不变D)相变磨损E)氧化磨损5、刀具工作的有效阶段是()A)初级磨损阶段B)急剧磨损阶段C)正常磨损阶段D)正常磨损阶段和急剧磨损阶段6、切削用量中对切削力影响最大的是()A)切削速度B)进给量C)切削深度D)三者一样7、切削加工成形属于()工艺A)去除材料成形B)增加材料成形C)直接成形D)累积材料成形三、判断题(在题后的括号内,正确的打“√”,错误的打“×”。每小题1分,共6分)1、切出的切削越厚越短,变形越大。()2、切削速度越大,切削变形越大。()3、材料的强度、硬度越大,则屈服强度越高,切削力越大。()4、精基准只能使用一次。()5、要使工件能满足加工要求就必须限制工件的6个自由度。()6、金属切削工程的实质是一种偏挤压过程。()四、简答题(4*5=20分)1、企业组织产品的生产可以有哪几种模式?2、正交平面参考系有哪些平面组成?如何定义?得分批阅人得分批阅人3、粗加工与精加工时如何控制积屑瘤的影响?4、精基准选择应遵循的原则是什么?五、综合、计算题(35分)1、车外圆时工件加工前直径为62mm,加工后直径为56mm,工件转速为4r/s,刀具每秒钟沿工件轴向移动2mm,工件加工长度为110mm,切入长度为3mm,求Vc、f、和ap。(6分)2、某轴类零件,材料为45钢,毛坯采用热轧棒料,零件最终直径尺寸为mm0016.040、表面粗糙度值Ra为0.2μm,加工工序安排为粗车—半精车—半精磨—精磨。按“单向入体原则”标注各工序尺寸的公差,并填写下表。(8分)得分批阅人工序加工余量(mm)工序经济精度粗糙度值(μm)工序尺寸及公差(mm)公差等级公差值毛坯尺寸φ44±0.5粗车2.6IT130.3912.5半精车1.0IT100.103.2半精磨0.25IT80.0390.4精磨0.15IT60.0130.23、如图所示零件,加工时尺寸mm036.010不便测量,改用深度游标尺测量孔深A2通过孔深A2和总长mm017.050(A1)来间接保证设计尺寸mm036.010(A0),求加工孔深的工序尺寸A2及偏差。(16分)宿迁学院20—20学年度第学期(期末)考试《机械制造基础》答案及评分参考(试卷编号01)一、填空题(请将正确答案填写在括号内。每空1分,共30分)1、物料流、能量流、信息流2、成形法、展成法、铣齿机、插齿机、滚齿机3、待加工表面、过渡表面、已加工表面4、带状切削、挤裂切削、单元切削、崩碎切削5、乳化液、切削油、极压切削油6、扩散磨损、相变磨损7、工序基准、定位基准、测量基准、装配基准8、基面先行、先粗后精、9、夹紧装置、夹具体10、力源装置、中间传力机构、夹紧元件二、选择题(下列各题的备选答案中只有一个选项是正确的,请把正确答案填在括号中。每小题2分,共14分)1、(A)2、(A)3、(A)4、(D)5、(C)6、(C)7、(A)三、判断题(在题后的括号内,正确的打“√”,错误的打“×”。每小题1分,共6分)1、(√)2、(√)3、(√)4、(X)5、(X)6、(√)四、简答题(4*5=20分)1、答:1)生产全部零件,组装机器;2)生产一部分关键的零部件,进行整机装配,其余的零部件由其他企业供应;3)完全不生产零部件,只负责设计与销售。2、答:正交平面参考系由三个平面组成:基面Pr、切削平面Ps、正交平面Po;基面Pr:指过主切削刃选定点,并垂直于该点切削速度速度方向的平面;切削平面Ps:指过主切削刃选定点,与主切削刃相切,并垂直于该点基面的平面;正交平面Po:指过主切削刃选定点,同时垂直于基面与切削平面的平面。3、答:1)粗加工时,积屑瘤的存在可以代替切削刃进行切削,对切削刃有一定的保护作用,还可增加刀具的实际前角,对粗加工的切削过程有利;2)精加工时,积屑瘤的高度变化对已加工表面的尺寸精度和表面粗糙度影响较大,并容易引起震动,所以精加工时应尽量避免产生积屑瘤。4、答:1)基准重合原则;2)基准统一原则;3)互为基准原则;4)自为基准原则;5)保证工件定位稳定准确、夹紧可靠、夹具结构简单、操作方便的原则。五、综合、计算题(30分)1、(6分)解:Vc=πdwn/1000=π·62·4/1000=0.779m/sf=vf/n=2/4=0.5mm/rap=(dw-dm)/2=(62-56)/2=3mm2、(8分)3、(16分)解:1)画出尺寸链简图,如图所示。2)确定封闭环、增环、减环。其中mm036.010为封闭环,mm017.050为增环,A2为减环。3)计算:按封闭环的基本尺寸:A0=A1–A2,10=50-A2∴A2=40按封闭环的上偏差:ES0=ES1-EI2,0=0-EI2∴EI2=0按封闭环的下偏差:EI0=EI1-ES2,0.36=-0.17-ES2∴ES2=0.19最后得:mmA19.002404)验算封闭环尺寸公差T0=0.36mm,T1+T2=0.17mm+0.19mm=0.36mm所以T0=T1+T2,计算正确。工序加工余量(mm)工序经济精度粗糙度值(μm)工序尺寸及公差(mm)公差等级公差值毛坯尺寸φ44±0.5粗车2.6IT130.3912.5039.04.41半精车1.0IT100.103.2010.04.40半精磨0.25IT80.0390.40039.015.40精磨0.15IT60.0130.20013.0401发展概述:设备驱动.电气控制方式,电器元件,控制系统设计技术的发展。2低压电器:交流电压小于1200,直1500分类:按功能分类控制类,保护类电器;按控制对象分类控制,配电电器;按动作分类自动切换,非电器;按触电分类有触电;无电器。3开关类电器有两大类:【1】用在驱动(动力)电路中【2】控制电路。4常用的动力电路开关电器主要有隔离器;负荷开关和断路器。5负荷开关(相当于刀开关和熔断器串联组合)低压断路器也称自动空气开关或空气断路器当电路发生严重过载;短路或失压故障时串联6对操作力和行程均很小的行程开关称为微动开关。7接近开关与光电开关具有动作可靠,反应迅速,寿命长,灵敏度高,并且没有机械损耗,能够在恶劣的环境下工作等特点。8电感式接近开关:针对“振荡”和“停荡”两种不同的状态,输出驱动器输出高低两种不同的电平信号,从而起到类同于动合和动断触电的控制作用。9交流接触器(KM)由电磁机构,触电系统,灭弧系统(常采用纵缝灭式,栅片结构)和其他部分组成。中间继电器(KA)用于在控制电路中完成中间信号保持,信号传递与转换以及对其他电器和电磁线圈电路进行控制。速度继电器(SR)常与交流接触器配合实现对电动机的反转制动控制。熔断器用于实现短路,严重过载保护,熔体是核心。控制变压器(TC)作为降压用的控制电路电源;动力电路和控制电路隔开。10电器工程图:电路图,接线图,电器元件布置图。文字符号:基本/辅助文字符号。电路图和元器件绘制:水平,垂直,集中方式,分散方式绘制。11触电状态的绘制原则:⊙继电器和接触器的线圈处在不通电状态⊙断路器和隔离开关在断开位置⊙手动开关画在图中规定的位置⊙机械操作开关和按钮在不受力状态⊙图样和文字进一步说明12减压起动可减少起动电流,线路电压降:星形-三角形换接,定子串电阻,自耦变压器等13利用两个接触器的辅助动断触点相互控制的方法称为“互锁”。常用制动方式:机械式,电气式(能耗制动反接反馈),机械-电气式。14互为禁止控制电路:§两台或两台以上的设备禁止同时工作§具有两种电源接线不能同时出现。15控制电路设计的基本原则:最大限度满足机床对控制电路的要求;设计方案力求简单经济和实用;具有必要的保护和联锁环节;考虑工艺要求制造成本使用维护等综合因素。基本方法:经验设计法和逻辑等16继电-接触器系统的问题:△众多的元件分立,仍然有较高的故障率△变更系统的控制逻辑困难△不能满足自动化生产系统的数据交换保持系统联机要求17计与PLC比较:语言(plc使用面向机器的语言)运算功能(逻辑运算,计数等功能加强)接口设计(用于工业环境,要求抗干扰能力强)不同18可编程序控制器的基本组件:电源,主机,输入,输出(晶体管输出方式:用于直流输出电路晶闸管交继电器直交)模块。编程方式:梯形图指令功能图逻辑图编程。工作阶段:自诊断联机通信输入采样程序执行输出刷新阶段。19特殊辅助继电器M(触点使用型驱动线圈输出型)20功能图需要标注:流程图工步,工步转移控制条件和该工步驱动的内容21常用的设备速度调节方法:机械有级电气有级电气无级调速方式22伺服控制系统构成:控制器,受控对象,反馈测量装置,比较器。闭环直流伺服系统:主要速度和位置控制伺服系统的基本要求:□对系统稳态性能的要求□动态性能□工作环境条件□其他要求23PWM脉冲宽度调制稳态技术指标:调速范围调速的平滑性静差率调速的经济性;动态技术指标:跟随性能指标抗干扰性能25电气控制系统设计的设计步骤:初步设计技术设计产品设计阶段电气系统中的环境影响因素:气候(温度湿度气压风沙灰尘)机械环境影响因素电磁场26产生电磁干扰条件:干扰源传输途径接受电路措施:优选电路,精选元器件,滤波,隔离电路(继电器变压器光电隔离)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 yang5102
yang5102
本文标题:机械制造基础试题_宿迁学院
链接地址:https://www.777doc.com/doc-2379444 .html