您好,欢迎访问三七文档
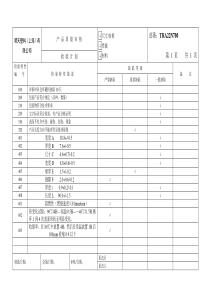
三一重工股份有限公司SANYHEAVYINDUSTRYLIMITEDCOMPANY三一混凝土搅拌站常见故障排除手册营销总公司客户服务部二○○六年十二月前言服务,三一持续发展的核心竞争力之一。在竞争全面升级的今天,服务的持续改进尤为重要,要实现从优秀到卓越的跨越,创造顾客价值,服务队伍整体素质与技能的提升已成为服务差异化实现的核心。纵观三一服务历史长河,三一服务人员在吸取客户宝贵经验的基础上,经过多年的探索和研究,积累了丰富实用的维修经验。为使服务工程师共享这些宝贵经验,提高服务品质,实现全面提升营销服务人员专业技能的工作目标,经过近两个月的努力,组织全体驻外人员和部分快反工程师精心编排了此本《三一混凝土搅拌站常见故障排除手册》。全书涵盖了混凝土搅拌站机械、电气、控制系统、供气、供液等几大系统的常见故障排除,对所列常见典型故障进行了较为深入的原因分析并提出了解决办法,有较强的针对性。附录中还收录了混凝土搅拌站等工具资料。期待本书能成为广大售后服务人员的得力助手,真诚希望广大读者能从中有所裨益。由于时间仓促和水平有限,书中不妥之处在所难免,敬请斧正和谅解。三一重工服务总公司目录第一章机械部分1、粉料进料缓慢――――――――――――――――――――12、皮带跑偏――――――――――――――――――――――23、骨料进料门卡料―――――――――――――――――――44、输送粉料到罐里时,罐顶冒灰―――――――――――――45、输送粉料到罐里后,粉料顺输送管返料―――――――――56、皮带雨天打滑――――――――――――――――――――67、外加剂泵不上――――――――――――――――――――68、皮带损伤――――――――――――――――――――――79、皮带输送骨料不均匀―――――――――――――――――710、气源三联件中减压阀压力不能调整―――――――――――811、气源三联件中油雾器不滴油或滴油量太小――――――――812、空压机启动频繁―――――――――――――――――――913、气缸上磁性开关不能闭合或有时不能闭合――――――――914、斜皮带减速机运行摆动大―――――――――――――――1015、称量时负压影响―――――――――――――――――――1116、搅拌主机卸料门打不开――――――――――――――――11第二章控制部分1、搅拌机主电机启不动―――――――――――――――――132、在自动生产过程中,配料站骨料称好后不卸料――――――143、斜皮带启不动――――――――――――――――――――154、配比不下传到仪表或仪表显示数不上传或仪表不启动―――155、称量仪表静态时数字漂移―――――――――――――――166、称量仪表显示“┏┈┈┓”或“┗┈┈┛”―――――――167、叠加称量螺旋输送机切换时其断路器跳闸――――――――178、粉煤灰称量完毕后要等很长时间才能称量矿粉――――――179、用户无法登陆管理系统――――――――――――――――1810、搅拌机搅拌时间到后不卸料――――――――――――――1811、一个电磁阀动作,所有的电磁阀得电―――――――――-1912、上位机系统提示未检测到加密锁或加密锁初始化错误――-1913、无法进入操作系统――――――――――――――――――2014、未启动生产画面显示进料动画―――――――――――――2015、某种物料自动、手动不进料,但操作上位机可以进料―――2016、自动生产时所有物料称量完毕后均不卸料――――――――2117、自动生产时粉煤灰不称量―――――――――――――――2118、打印机无法打印出货单――――――――――――――――2219、粉煤灰不卸料――――――――――――――――――――2220、外加剂计量不准―――――――――――――――――――2321、配料站各卸料门均显示没关门到位―――――――――――2322、自动生产过程中搅拌主机不卸料――――――――――――24第三章综合故障部分1、骨料称量斗不进料―――――――――――――――――252、搅拌机闷机跳闸――――――――――――――――――263、搅拌机二次投料闷机――――――――――――――――274、搅拌机卸料门关门无信号――――――――――――――275、混凝土搅拌不均匀―――――――――――――――――286、骨料称量不准―――――――――――――――――――287、粉料称量不准―――――――――――――――――――298、外加剂称量不准――――――――――――――――――309、粉料秤计量准确后称量仪表读数渐渐变小―――――――3010、待料斗卸完料后有料指示灯继续闪烁―――――――――3011、待料斗偶尔不卸料至搅拌主机――――――――――――3112、粉料罐料位计指示异常―――――――――――――――3213、螺旋输送机跳闸――――――――――――――――――3314、混凝土卸料时堵料―――――――――――――――――33附录附录一:搅拌站1、搅拌站称重终端参数设定表―――――――――――――――342、制作搅拌站启动盘的方法――――――――――――――――353、用U盘启动盘进行搅拌站系统恢复的步骤―――――――――374、搅拌站上位机故障时系统自动运行操作步骤――――――――47第一章机械部分一、粉料进料缓慢故障现象:螺旋机送料很慢,送料时间超过2分钟,而正常送料在20秒左右。原因分析:影响因素主要是粉料罐下料不畅和螺旋输送机损坏等。粉料下料不畅的表现形式有粉料起拱、粉料罐出料口处物料结块、出料蝶阀开度过小、粉料罐内物料不足等。而螺旋输送机损坏主要是螺旋叶片变形,不能正常输送。处理过程:1、开启气吹破拱装置。2、检查粉料罐卸料碟阀的开度,并使碟阀处于全开的位置。3、检查粉料罐出口处物料是否结块。4、检查螺旋机叶片是否变形,如变形则拆除校正或更换。二、皮带跑偏故障现象:皮带输送机在空载或负载运行过程中,出现往一边跑偏或一会而左边跑一会而右边跑的现象,引起漏料、设备的非正常磨损与损坏、降低生产率,而且会影响整套设备的正常工作原因分析:胶带所受的外力在胶带宽度方向上的合力不为零或垂直于胶带宽度方向上的拉应力不均匀而引起的。由于导致胶带跑偏的因素很多,故应从输送机的设计、制造、安装调试、使用及维护等方面来着手解决胶带的跑偏,如胶带两侧的松紧度不一样、胶带两侧的高低不一样、托辊支架等装置没有安装与胶带运行方向的垂直截面上等都会引起皮带跑偏。处理过程:(1)调整张紧机构法胶带运行时,若在空载与重载的情况下都向同一侧跑偏,说明胶带两侧的松紧度不一样,则可按图A所示方向调整;如果胶带左右跑偏且无固定方向,则说明胶带松弛,应调整张紧机构。(2)调整滚筒法如果胶带在滚筒处跑偏,说明滚筒的安装欠水平,滚筒轴向窜动,或滚筒的一端在前一端在后。此时,应校正滚筒的水平度和平行度等。(3)调整托辊支架(或机架)法如果胶带在空载时总向一侧跑偏,则应将跑偏侧的托辊支架沿胶带运行方向前移1-2cm(见图B),或将另一侧托辊支架(或机架)适当地加高。(4)清除粘物法如果滚筒、托辊的局部上粘有物料,将使该处的直径增大,导致该处的胶带拉力增加,从而产生跑偏。应及时清理粘附的物料。(5)调整重力法如果胶带在空载时不跑偏,而重载时总向一侧跑偏,说明胶带已出现偏载。应调整接料斗或胶带机的位置,使胶带均载,以防止跑偏。皮带运转方向皮带跑偏方向尾部滚筒调整方向尾部滚筒调整方向图A托棍调整方向托棍调整方向图B皮带跑偏方向皮带运转方向(6)调整胶带法如果胶带边缘磨损严重或胶带接缝不平行,将使胶带的两侧拉力不一致。应重新修整或更换胶带。(7)安装调偏托辊法若在输送机上安装几组自动调心托辊(平辊或槽辊),即能自动纠正胶带的跑偏现象。例如:当胶带跑偏与某一侧小挡辊出现摩擦时,应使该侧的支架沿胶带的运行方向前移,另一侧即相对地向后移动,此时胶带就会朝向后移动的挡辊一侧移动,直至回到正常的位置。(8)安装限位托辊法如果胶带总向一侧跑偏,可在跑偏侧的机架上安装限位立辊;这样,一方面可使胶带强制强制复位,另一方面立辊可减少跑偏侧胶带的拉力,使胶带向另一侧移动。三、骨料进料门卡料故障现象:配料站石子进料气动门被石子卡住打不开。原因分析:配料站气动门有大间隙门和小间隙门,大间隙门其间隙大于一般石子粒径,因而不会出现卡料。小间隙门其间隙一般在5~10mm,当10mm以下的石子卡入间隙时,难以把气动门卡住。配料站使用一段时间后,骨料出料口磨损,当间隙磨损到20~30mm时,此时卡入较大的石子进入间隙,在开门的过程中,石子很容易卡住(契形力),使气动门不能打开。处理过程:检查气动门间隙并调整到合适值,如因磨损过大不能调整到合适值,则需在料口处加焊钢板或圆钢,使间隙达到合理值。四、输送粉料到罐里时,罐顶冒灰故障现象:散装水泥车向粉料罐泵灰的过程中,水泥罐顶有粉料灰冒出。原因分析:粉料输送到粉料罐是通过压缩空气输送,压缩空气把粉料送到粉料罐后,通过罐顶除尘机滤芯排到空气中,如除尘机滤芯堵塞,则压缩空气不能及时排出而产生“憋压”,当压力达到罐顶安全阀开启压力时,安全阀打开,压缩空气与粉料通过安全阀排到大气中,产生冒灰现象。另因料位计失效,粉料装满后继续送料,也会出现罐顶冒灰现象。处理过程:1、检查罐顶除尘机滤芯情况并清理。2、一旦出现冒灰现象,必须清理安全阀周围的粉料,避免粉料被雨水淋湿结块堵塞安全阀。3、如因粉料装得过满而冒灰,则必须检查上料位计及料满报警装置的可靠性。五、输送粉料到罐里后,粉料顺输送管返料故障现象:散装水泥车向粉料罐泵灰后,粉料顺输送管返料。原因分析:粉料输送到粉料罐是通过压缩空气输送,压缩空气把粉料送到粉料罐后,通过罐顶除尘机滤芯排到空气中,如除尘机滤芯堵塞,则压缩空气不能及时排出而产生“憋压”,当料过了输送管的出料口时,就会出现返料。但还有一种特殊情况,我们的输送管是在罐体面升上去的,中间是几根管子对焊的,有时焊接不好而开裂就也会出现这种情况。处理过程:1、检查罐顶除尘机滤芯情况并清理。2、检查料位计安装位置是否高于送料管的出口位置。3、检查料位计是否失效。4、检查输送管中间的焊接处是否开裂,如开裂的现象会是返料很多,且只要料过了开裂位置,就会有料返回,因此要把焊接处认真检查,如开裂了就要重新焊接。焊好后,只要打料不过出料口,一定不会返料。六、皮带雨天打滑故障现象:在下雨天,斜皮带带负载运转时打滑。原因分析:下雨天,骨料中的水分及皮带外露部分容易潮湿,皮带潮湿特别是内圈潮湿,减少了皮带与传动滚筒之间的摩擦系数,使滚筒传递给皮带的扭炬减少,该力矩小于皮带物料输送所需力矩时,皮带就出现打滑。处理过程:1、增加皮带张紧装置配重或拉紧皮带调节丝杆,增加皮带与滚筒之间的正压力,从而达到传动滚筒与皮带之间的摩擦力。2、调整传动滚筒附近的张紧滚筒,增大皮带在传动滚筒上的包角,增大摩擦力。3、在传动滚筒包胶层上割直槽,增大摩擦系数。4、如前3种方法不能解决,则需更换防滑滚筒。七、外加剂泵不上故障现象:外加剂泵工作时泵不上外加剂。原因分析:1、外加剂泵里有气泡。2、外加剂箱里物料不足。3、外加剂泵叶轮损坏。处理过程:1、拆开外加剂排气孔螺钉,排出外加剂里的气泡。2、向外加剂箱里添加外加剂。3、检查外加剂叶轮情况,视情况更换零配件。八、皮带损伤故障现象:使用一端时间后,皮带表面出现脱胶、开裂、划伤等现象。原因分析:金属皮带清扫器(04年所用)如不及时调整,容易损伤皮带,造成皮带表面橡胶脱落。清扫器安装不正确,比较尖的碎石卡在清扫器之间会损伤皮带。皮带本身质量不好,也容易出现上述缺陷。处理过程:皮带一旦出现脱胶、开裂、划伤等缺陷,应及时修补。当皮带出现损伤时,首先要解决造成皮带损伤的因素,如清扫器损坏,则需立即调整或更换清扫器,然后及时修补皮带。皮带损伤很小时,可用皮带修补胶现场修补。当皮带损伤面较大或局部损坏严重时,可把局部损伤的皮带切除掉,更换一段皮带,用硫化机进行胶结。如皮带损伤不及时处理,损伤蔓延到整条皮带时,则没有修复价值,只
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 陈羲
陈羲
本文标题:搅拌站故障手册
链接地址:https://www.777doc.com/doc-2380112 .html