您好,欢迎访问三七文档
当前位置:首页 > 临时分类 > 支架驻厂监造注意事项
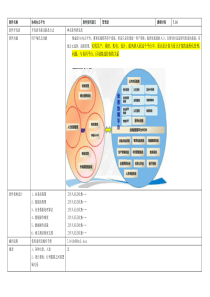
支架入场建造注意事项一、支架厂家资质监查需要支架厂家提供生产许可证、税务登记证等相关资质文件。二、原材料监查1.钢材厂家资质需要支架厂家提供原材料供应厂家的营业执照、税务登记证以及安全生产许可证等资质文件2.钢材产品合格证以及出厂检验报告3.钢材材质检验提供的钢材材质必须出具经第三方检测报告三、出厂检验根据图纸设计要求以及相关国家标准,对支架构配件以及配套夹具等进行检测检测。主要检测支架长度、厚度和宽度等信息,以及开孔位置和尺寸是否符合设要求。1.使用工具千分尺、卷尺、游标卡尺、测厚仪2.常规检查项目序号分类检验项目合格标准1支架外形尺寸型材长度误差在±10mm以内,焊接件高度误差在±6mm以内,型钢高度误差在±2mm以内,厚度误差在±0.08mm以内,用游标卡尺或千分尺精确测量。浸锌要求涂层厚度:以技术协议为准。锌层外观:表面应平滑,无滴瘤、粗糙和锌刺,无起皮,无漏镀,无残留的溶剂渣。防腐层厚度及附着力检测,用划线、划格法或锤击法试验,锌层应不剥离、不凸起。热浸锌层需均匀,用硫酸铜试验4次不应露铁。折弯角焊接处会有轻微折弯痕,折弯角材料厚度不得<1/5材料厚度(0.4mm),不得有断裂痕迹,不得有深度超过0.1mm刮伤。焊接焊接处焊接纹均匀,无大面积明显的焊接渣,焊接处应保持基本平滑,焊接处必须采用单面满焊。支架孔位支架孔位冲压处不得有长于10mm的毛刺。其他1.包装箱内应附有装箱清单、产品合格证书及出厂检验报告。2.支架贮存场所宜干燥,有遮盖,应避免受到含有酸、盐、碱等腐蚀性物质的侵蚀。3.支架零部件宜分类、分开包装。2铝合金夹具外观型材表面应清洁,不允许有特别明显污迹和杂物、毛刺;不允许有裂纹、腐蚀斑点和硝盐痕迹;表面不得有压坑,有轻微碰伤和划伤存在,最大深度不得超过0.5mm。不允许出现长度大于1.5mm、宽度大于0.8mm、深度大于0.5mm的任何缺陷。型材表面允许有:不超过缺陷所在部位壁厚公称尺寸8%的起皮、气泡。外观涂层氧化膜厚度要按国标加工,铝型材表面色泽。冲压孔位支架孔位冲压处不得有长于5mm的毛刺。边压块、中压块外观检测,涂层检测方式同上。3紧固件普通螺丝按GB/T5783—2000六角头螺栓尺寸—全螺纹—A级和B级检测(详见附件1)不锈钢螺丝高强度螺栓按GB/T1228—2006钢结构用高强度大六角螺栓检测(详见附件2)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 马可尼
马可尼
本文标题:支架驻厂监造注意事项
链接地址:https://www.777doc.com/doc-2381906 .html