您好,欢迎访问三七文档
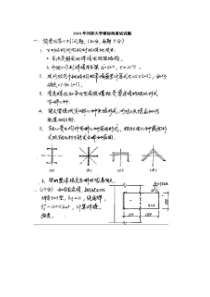
第1页(共5页)《数控加工技术》试卷三学号______姓名________分数_________题号一一二三四五总分得分一.填空题(1~10题,请将正确答案填在刮号内。每题1、5分,满分15分)1、工件在装夹过程中产生的误差称为装夹误差、()误差及()误差。2、铣削过程中所选用的切削用量称为铣削用量,铣削用量包括铣削宽度、铣削深度、()、进给量。3、拉刀是一种()的多刃刀具。其使用寿命(),结构(),制造成本()。4、按划线钻孔时,为防止钻孔位置超差,应把钻头横刃(),使其定心良好,或者在孔中心先钻一定位小孔。5、车削细长轴的车刀()角和()角较大,以使切削轻快,减小径向振动和弯曲变形。6、短圆柱销可限制()个自由度。长圆柱销可限制()个自由度。菱形销可限制()个自由度。圆锥销一般只能限止()个自由度。窄V形块限止()个自由度。长V形块限止()个自由度。7、精加工时,后角取()值,粗加工时,后角取()值。8、工件的某个自由度被()限制称过定位。9、工件定位时,用合理分布的六个支承点与工件的相接触来限制工件的,使工件的(),称“六点定则”。10、影响刀具寿命的主要因素有;工件材料、()、()。二.判断题(11~20题,请将判断结果填入括号中。正确的填“√”,错误的填“×”。每题1分,满分10分)11、铣床主轴的转速越高,则铣削速度越大。()12、编制数控加工程序时一般以机床坐标系作为编程的坐标系。()13、机床参考点是数控机床上固有的机械原点,该点到机床坐标原点在进给坐标轴方向上的距离可以在机床出厂时设定。()第2页(共5页)14、因为毛坯表面的重复定位精度差,所以粗基准一般只能使用一次。()15、表面粗糙度高度参数Ra值愈大,表示表面粗糙度要求愈高;Ra值愈小,表示表面粗糙度要求愈低。()16、标准麻花钻的横刃斜角为50°~55°。()17、数控机床的位移检测装置主要有直线型和旋转型。()18、基本型群钻是群钻的一种,即在标准麻花钻的基础上进行修磨,形成“六尖一七刃的结构特征。()19、数控加工程序是由若干程序段组成,而且一般常采用可变程序进行编程。()20、只需根据零件图样进行编程,而不必考虑是刀具运动还是工件运动。()三、选择题(21~30题,请将正确答案的序号填写在题中的括号中。每题1分,满分10分)21、机械零件的真实大小是以图样上的()为依据。A、比例B、公差范围C、技术要求D、尺寸数值22、采用固定循环编程,可以()。A、加快切削速度,提高加工质量B、缩短程序的长度,减少程序所占内存C、减少换刀次数,提高切削速度D、减少吃刀深度,保证加工质量23、夹紧力的方向应尽量垂直于主要定位基准面,同时应尽量与()方向一致。A、退刀B、振动C、换刀D、切削24、HRC表示()。A、布氏硬度B、洛氏硬度C、维氏硬度D、硬度25、机床夹具,按()分类,可分为通用夹具、专用夹具、组合夹具等。A、专门化程度B、驱动夹具工作的动力源C、夹紧方式D、使用机床类型26、夹紧力的作用点应尽量落在工件刚性好的部位,同时应尽量靠近()。A、进刀点B、退刀点C、非加工面D、加工面27、G92的作用是()。A、设定刀具的长度补偿值B、设定工件坐标系C、设定机床坐标系D、增量坐标编程28、编制零件机械加工工艺规程,编制生产计划和进行成本核算的基本单元是()。A、工位B、工序C、工步D、安装29、下列形位公差中属于位置公差的是()。第3页(共5页)A、平面度B、圆度C、对称度D、圆柱度30、数控机床加工过程中,发现刀具突然损坏,应首先采取的措施是()。A、关闭机床电源B、关闭数控系统电源C、速按暂停键D、速按急停键四、简答题(31~35题,每题5分,满分25分)31、数控加工对夹具有何要求?如何选择数控车床夹具?32、可编程控制器(PLC)的作用是什么,数控机床中PLC的分类?33、提高CNC系统的可靠性应采用哪些主要措施?34、在数控机床上按“工序集中”原则组织加工有何优点?35、数控加工对刀具有哪些要求?第4页(共5页)五、编程题(36~37题,满分30分)36、在数控车床上精加工图示零件的外轮廓(不含端面)。请编制加工程序。要求:(1)数控车床的分辩率为0、01mm;(2)在给定工件坐标系内采用绝对尺寸编程;(3)图示刀尖位置为程序的起点和终点。切入点为锥面的延长线上,其Z坐标值为152。(4)进给速度50mm/min,主轴转速700r/min。第5页(共5页)37、毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 king4202560
king4202560
本文标题:数控加工技术试卷三
链接地址:https://www.777doc.com/doc-2429905 .html