您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 斜槽式定子铁心的压装模具的设计
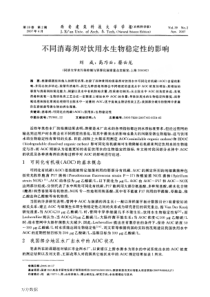
微特电机论文:斜槽式定子铁心的压装模具的设计2010年4月30日斜槽式定子铁心的压装模具的设计徐毅(沈阳微电机厂110041)目前,微电机中的定子铁心大部分是定子冲片与扣片压合在一起,并且定子铁心较多的是直槽式压装,模具比较简单。而我厂某型号的电机是采用斜槽式定子铁心,即定子铁心在压装时把定子冲片旋转一个槽间距,然后用扣片压合而成,如图1所示,这种压装方式给模具设计带来了一定的难度。1压装模具的结构为了压装斜槽式定子铁心,并且适合不同批量生产的需要,设计了二套定子铁心压装模具,如图2、图3所示。图2是采用芯轴式结构,即在芯轴3上开一个槽,在槽中加入滑块4,把键5镶在滑块4上,以此保证定子冲片旋转一个槽间距。图3是采用胀胎式结构,即把胀套20铣成三块,把键17镶在其中一块上,以保证定子冲片旋转一个槽间距,然后通过胀圈‘5把定子冲片胀紧。2工作原理2.1芯轴式结构工作原理首先把滑块4放入芯轴3槽内,放在下压圈2上,然后把定子冲片沿着键5的方向叠装,待定子冲片的数量达到后,把扣片打入扣片槽内。用上模座1把定子冲片压紧,再用手锤将扣片端部砸弯即可。卸模时先把芯轴3退下,后将滑块4从定子铁心槽孔内退出。这种模具结构简单,装卸复杂,劳动强度大,生产效率低,且定子铁心合格率低,仅适用于样机试验产品及小批量生产。2.2胀胎式结构工作原理首先将上模座1同压装机固定好,把底盘11放在压装机下模板上,把定位套16放在底盘ll中间,再将下压圈19放在模座18上,把胀圈5放在下压圈19上,胀套20放在胀圈5内,再把锥型芯轴21放入胀套20内。然后把定子冲片沿着键17的方向叠装,待定子冲片的数量达到后,用手锤敲打一下锥型心轴21,此时胀圈5向外胀,把定子冲片胀紧。再将扣片6打入扣片槽内,将胀紧的定子冲片连同下压圈19和模座18放在定位套16内,再放上弹簧22。起动压装机,这时上模座1在上油缸的驱动下开始压缩弹簧22下行,直至压紧定子冲片,底盘1l开始在下油缸的驱动下使滚轮8沿定位套16的滑道压紧扣片6向上移动,这时底盘11也作圆周运动,当滚轮8与拨爪2接触后,拨爪2把扣片6的端部压弯90o,这样扣片6就把定子冲片扣紧。上模座1和底盘11退回原位,至此整个压装过程完毕。卸模时,将锥型芯轴21退出,此时胀圈5向里收缩,把镶键的胀套20退出,即可拿出定子铁心。这种模具虽然结构复杂一些,但装卸简单,减少了劳动强度,大大提高了生产效率,定子铁心合格率达到100%,生产实践证明了该模具保证了定子铁心的设计要求,此模具适用于大批量电机生产的需要。3设计要点3.1芯轴式结构如果把图2中的键5直接镶在芯轴3上,那么压装完定子铁心后芯轴3就无法退出。可见,必须在芯轴3上开槽,加入滑块4,把键5镶在滑块4上,才能保证装卸定子冲片的顺利进行。3.2胀胎式结构为了减少支承杆10与定位套16滑道的摩擦力,避免滑道过宽,采用滚针轴承来减少摩擦。为了减少底盘ll与压装机下模板的摩擦力,使底盘ll在压装机下模板上升的过程中具有一定的圆周运动,在底盘1l上采用了滚动轴承。为使芯轴21在压装过程中不向上移动,以保证定子铁心里镗与外圈的同轴度,压装时在芯轴2l上放一个弹簧来保证定子铁心里镗与外圈的同轴度。压装完后,为使底盘1l能同压装机下模板一起向下移动,采用4个压板(图中没画)把底盘11压在压装机下模板上,但不能压紧,要留有间隙,以免影响底盘11圆周运动。(收稿日期;1994-08-09)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 hakusho001
hakusho001
本文标题:斜槽式定子铁心的压装模具的设计
链接地址:https://www.777doc.com/doc-2432989 .html