您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 给排水/暖通与智能化 > 循环水管安装方案
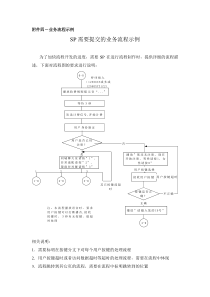
广州瑞明电力股份有限公司1#机组循环水进出水管更换、循环水道楼梯更换等施工组织设计广电一局共19页第1页GEFB循环水进出水管更换、循环水道楼梯更换等施工方案1.编制依据及验收规范1.1广州瑞明电力股份有限公司提供的施工图、招标文件;1.2《给水排水管道工程施工及验收规范》GB50268-97;1.3《工业金属管道工程施工及验收规范》GB50235-97;1.4《现场设备、工业金属管道焊接工程施工及验收规范》GB50236-98;1.5《工业设备、管道防腐蚀工程施工及验收规范》HGJ229-1991;1.6《涂装前钢材表面锈蚀等级和除锈等级》GB8923/T-88;1.7《电力建设安全工作规程》(火力发电厂部分)DL5009·1-921.8《火力发电厂焊接技术规程》DL/T869-20041.9广州瑞明电力股份有限公司的有关管理文件2.工程概况和特点广州瑞明电力股份有限公司#1机组循环冷却水系统,至1995年7月正式投入使用,到目前止已经历了14年的运行时间。由于循环水水质含盐量较高,循环水进、出水管锈蚀严重,多处出现漏水现象,需要对#1机循环水进、出水管(包括冷却塔上水管距地面1.2米以下管段),冷却塔底部水池放水管(包括放水阀)、溢流管等进行更换,对腐蚀严重的循环水道楼梯等更换。3.工程范围及工作量本次循环水管更换包括主厂房至冷却塔循环水管的更换,主要包括冷却塔管沟布置图:图号FO74S-SO104-01、冷却塔溢流放水管布置图图号FO74S-SO104-02、汽机房前循环水管布置图图号FO74S-SO103-01、厂区循环水管布置图图号FO74S-SO103-02、循环水管道安装图图号FO74S-JO515-01、循环水泵进出水管道安装图图号FO74S—SO102-02等图纸中的内容详细工程量见下图:冷却塔管沟:图号FO74S-SO104-01广州瑞明电力股份有限公司1#机组循环水进出水管更换、循环水道楼梯更换等施工组织设计广电一局共19页第2页GEFB编号名称规格单位数`量材料重量(kg)备注单重总重1焊接钢管φ1420×12米147A3416.7612552焊接钢管φ1020×12米75A3298.3223733焊接钢管φ530×8米98A390.116871冷水池溢流管43.5m4焊接钢管φ325×5米33A339.461303冷水池放水管5焊接90°弯头φ1420×12个4A3145258086大小头φ1420×φ1020×12个2A33677347焊接堵头DN1000个2A3184.2368.4典水148-0108焊接90°弯头φ530×8个17A3921564上水管14个,溢流管3个9焊接90°弯头φ325×5个6A331.1186.6冷水池放水管用10大小头φ630×φ530×8个3A344.5133.5冷水池溢流管口用11焊接三通φ1420×φ530×12个8A353312焊接三通φ1020×φ530×12个6A330013支座个3A345.1135.3冷水池溢流管用14支座个3A317.351.9冷水池溢流管用15焊接法兰DN500PN1MPa个28A3上水管用16电焊条J422冷却塔溢流放水管4.施工进度计划序号工作内容计划开工时间计划完工时间备注1施工准备及管道除锈、油漆防腐。2006.06.15保证满足现场施工需要前期管道防腐仅包括联合公司图纸上的管道。2#1主变南侧管段安装。2006.06.302006.07.05西至汽机房A列柱,东至B2226.76。3110KVGIS西侧及南侧。2006.07.062006.07.15西接#1主变南侧管段,东接南侧原管廊部分管段。4#2主变南侧管段安装。2006.07.302006.08.8西至汽机房A列柱,东至B2226.76。5循环水泵场北侧及西侧管段安装。2006.08.102006.08.25北侧部分西接#2主变北广州瑞明电力股份有限公司1#机组循环水进出水管更换、循环水道楼梯更换等施工组织设计广电一局共19页第3页GEFB序号工作内容计划开工时间计划完工时间备注侧管段,东至管道排空井;西侧部分部分南至循环水场与110KVGIS楼中心处。6#1机力通风冷却塔南侧管段安装。2006.08.262006.09.02西至B2283.95(不含南北向管段)。7#2机力通风冷却塔北侧管段安装。2006.09.052006.09.13西至B2283.95。8南侧穿管廊部分管段及无阀滤池周围管段安装2006.09.152006.09.22西至45°弯头处,东接#1机力通风冷却塔南侧管段。9北侧穿管廊部分管段及机力冷却塔至循环水泵场的循环水自流管。2006.09.242006.10.14西循环水泵场北侧管段,东接#2机力通风冷却塔北侧管段。5.施工部署及机具准备5.1施工组织机构5.2施工人员配备计划序号工种数量序号工种数量1安全员1人5焊工8人项目经理林辉项目副经理关民工程部负责人谭辉红安监部负责人姜南杰综合工区负责人廖志辉质检负责人甘永城管道施工班物资部负责人吴伟雄项目总工陈金标防腐施工班顶管施工班广州瑞明电力股份有限公司1#机组循环水进出水管更换、循环水道楼梯更换等施工组织设计广电一局共19页第4页GEFB序号工种数量序号工种数量2质检员1人6起重工4人3技术员1人7防腐工6人4管道安装工16人8电工2人5.3主要施工机具、辅助材料序号名称规格数量序号名称规格数量1汽车吊50t1台10电源盘4个2汽车吊25t1台11测厚仪1把3卡车15t1台12槽钢#[12.616m4电焊机12台13槽钢#[1016m5角向磨光机φ1006台14钢丝绳φ15.550m6链条葫芦3t6台15胶管φ2530m7链条葫芦5t2台16卸扣2t10个8水平尺3把17重物移运器30t型19水平管30m18顶管施工机具2套5.4穿过管廊、电缆沟、排水渠、地下埋管的特殊措施方案在管道穿越处两侧管支架的基础承台侧安装钢板桩保护管廊支架;在电缆沟下采取采用顶管技术先完成地下套管(大于安装管道外径50mm左右的砼涵管或钢管)的顶管安装,然后在套管上穿装循环水管。本方案的优点是施工方便,对保护运行中的设施较为可靠,参见下图。广州瑞明电力股份有限公司1#机组循环水进出水管更换、循环水道楼梯更换等施工组织设计广电一局共19页第5页GEFB6.施工前准备及施工平面布置图6.1施工前期准备6.1.1向业主项目部、监理方报审本项施工方案(内含质量计划、质量检验和试验计划、质量控制点一览表、工作危害分析表(JHA)、HSE管理措施)。6.1.2必须提前办理动土证、动火票。6.1.3向业主项目部申请办理施工用电手续。本项施工项目(循环水管安装施工)主要负荷有焊机(15kW)16台,照明6kW,需向业主申请施工用电负荷:P=1.05×[Σ(K*P/cosφ)]=1.05×[(0.5×16×15/0.75)+(0.8×6/0.75)]=175(kVA)6.1.4向监理报审焊工、电工、起重工资格证;报审进场机具(电源箱、焊机、葫芦、角磨机);从业主方领用的管材、型材、防腐材料、自购的焊接材料。6.1.5组织施工人员进场前的安全教育;接受业主方安环部的进厂前安全教育并取得入厂证;接受业主方的安全教育。各项安全措施、制度落实后向业主方项目管理部HSE管理部申请办理“开工HSE许可证”。6.1.6按照平面布置要求布置好现场施工用电电源箱、焊机;设置好临时材料堆放广州瑞明电力股份有限公司1#机组循环水进出水管更换、循环水道楼梯更换等施工组织设计广电一局共19页第6页GEFB点,废料堆放点,氧气乙炔瓶摆放点,防腐材料堆放点;布置好工具房;配备好现场应急用灭火器材。6.1.7工程部组织,安监人员参与,技术员负责对施工班组全体人员进行安全、技术交底。6.1.8向业主方CFB项目部申请办理“开工报告”。6.2施工总平面布置图循环水管安装主要施工场地除管件喷砂除锈场地设于厂区外,其他参见附图二:“循环水管安装平面布置图”。7施工方案7.1施工工艺流程见附图一循环水管安装施工工艺流程图7.2材料进货检验7.2.1管节的材料、规格、压力等级、加工质量应符合设计规定;7.2.2管节表面无斑疤、裂纹、严重锈蚀等缺陷;7.2.3焊缝外观见7.7焊接;7.2.4直缝卷焊管管节几何尺寸允许偏差(如下表)项目允许偏差周长D≤600±2.0圆周D>600±0.0035D端面管端0.005D;其他部位0.01D端面垂直度0.001D,且不大于1.5弧长用弧长πD/6的弧形板量测于管内壁或外壁纵缝处形成的间隙,其间隙为0.1t+2,且不大于4;距管端200mm纵缝处的间隙不大于2(注D为内径,t为壁厚)7.3管道外防腐7.3.1管道外防腐作业流程管道外防腐采用加环氧煤沥青(HUP99系列)防腐,按《石油化工设备和管道涂料防腐蚀技术规范》SH3022-99要求进行防腐,正常管线采用加强级,防腐层总厚度大于或等于0.6mm,防腐层结构为:底漆→面漆→玻璃布→面漆→玻璃布→面漆→面漆;在广州瑞明电力股份有限公司1#机组循环水进出水管更换、循环水道楼梯更换等施工组织设计广电一局共19页第7页GEFB管线穿越道路、沟渠和转弯处,采用特加强级,防腐层总厚度大于或等于0.8mm,防腐层结构为:底漆→面漆→玻璃布→面漆→玻璃布→面漆→玻璃布→面漆→面漆。防腐施工前应对玻璃布和煤沥青漆等材料进行验收,验收合格后方可使用。7.3.2管道表面除锈由于业主厂内未能满足循环水管喷砂要求,我方需另行在厂外租赁专门场地进行喷砂防腐,管道运输路线:CFB材料堆放场→东门→喷砂防腐场,运输距离2公里。从业主方领出来的管件直接运至石化厂外喷砂除锈处理场进行防腐前的管道表面预处理,清除管道表面的锈皮、焊渣、毛刺、油脂和污垢等附着物其表面质量达到St2.5级:完全除去金属表面上的油脂、氧化皮、锈蚀产物、等一切杂物。管道除锈完必须先通知监理、项目部专工验收并签字,方可进行下一步作业,其中第一条管道除锈还必须通知质监站现场验收。7.3.3涂底漆管道表面验收合格后应在8小时内进行涂底漆的施工。当空气湿度过大时必须立即涂底漆。底漆应在容器中搅拌均匀,当底漆较稠时,应加入与底漆配套的稀释剂,稀释到合适的粘度时才能施工。底漆应涂刷均匀,不得有漏涂、凝块和流挂等缺陷,干膜厚度不应小于25μm。7.3.4涂面漆和缠玻璃布底漆表干后固化前涂第一道面漆,随即缠绕玻璃布。玻璃布要拉紧、表面平整、无皱折和鼓包,压边宽度为30~40mm,布头搭接长度为100~150mm。玻璃布缠绕后即涂第二道面漆,要求漆量饱满,玻璃布所有网眼应罐满涂料。紧接着缠绕下一道玻璃布,方法同第一道玻璃布的缠绕施工。然后接着下一道面漆、玻璃布。最后两道面漆涂好后,涂敷好的防腐层宜静置自然固化。注意:防腐时,所有组合和安装焊缝处50mm宽范围不防腐,以便水压试验时检查管道的严密性。7.3.5外防腐检查涂料表干是指手指轻触防腐层不粘手,或虽发粘但无漆粘在手上;实干是指手指用力推防腐层不移动;固化是指手指甲用力刻划防腐层不留痕迹。防腐层检查时应对防腐层的外观。厚度、漏点和粘接力进行检查,并符合要求。管道防腐完,必须先通知监理、项目部专工验收并签字,方可进行下一步作业,其中第一条管道防腐完,还必须通知质监站现场验收。7.3.6焊缝处除锈及防腐广州瑞明电力股份有限公司1#机组循环水进出水管更换、循环水道楼梯更换等施工组织设计广电一局共19页第8页GEFB采用人工机械除锈,清除焊缝处的锈皮、焊渣、毛刺、油脂和污垢等附着物,其表面质量要求达到St3级。焊缝两侧管件防腐等级一致时,焊缝防腐采用与管件相同的防腐等级;当焊缝两侧管件防腐等级一个为加强级,一个为特加强级时,焊缝防腐等级应采用高标准的特加强级。7.4管沟及基础垫层验收管沟开挖时不挠动管底处原土,可直接施工管道。如果管道处在松动的土层上,采用3:7灰土夯实,压实系数不小于0.94,分层夯实。如管沟开挖时沟槽底遇粉砂、细砂,下卧层为透水层,排水挠动持力层,则需根据具体情况采取适当的桩基础等加
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 saintkj
saintkj
本文标题:循环水管安装方案
链接地址:https://www.777doc.com/doc-2469251 .html