您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 小齿轮内孔研磨工艺研究
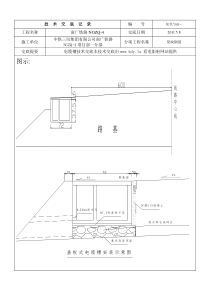
1/5小齿轮内孔研磨工艺研究前言研磨是用涂敷或嵌入在研具上的磨料颗粒,通过研具与工件在一定压力的相对运动对加工表面进行的精整切削,也就是微量切削加工。研磨可用于加工各种金属和非金属材料,加工的表面形状有平面、内外园柱面和椎体、凹凸面等。通过研磨使工件表面达到精确的尺寸、准确的几何形状和很高的表面粗糙度。研磨的方法很多,按照加工方法分类可以分为:干研磨、湿研磨和抛光三类,超精密研磨抛光是超精密加工的最主要加工手段,目的是提高表面粗糙度并去除前道加工工序形成的损伤层,获得光滑无损伤加工表面。一、传统研磨工艺的特点及现状研磨属于机械加工中的高精度微量切削加工,加工余量如:直径10mm长10~20mm圆柱孔一般在0.02左右。加工圆柱孔传统工艺是采用内椎涨开式铸铁研磨管加工,研磨管材料选用球墨铸铁,由于铸铁磨损较快,每批工件都经过反复研磨后再经过塞规分选逐渐减少,要加工一个直径10mm长、10~20mm圆柱孔,日产量约800~1000件左右,劳动强度极大。虽然能够满足尺寸要求,但是从微观去分析工件表面粗糙度还存在些缺点,更不能够适应大批量生产和影响生产环境。如以下几点1)磨料是涂敷或嵌入在研具上切削转速不宜太高,避免飞溅浪费磨料,因此加工效率低。2)磨料与从工件上磨下的碎屑混淆在一起,磨料不能充分发挥切削作用,而且为提高加工效率还要经常将磨料与这些碎屑一起清洗掉,这既浪费了能源,又浪费了磨料。3)磨料涂敷或嵌入在研具上随机分布的,其分布密度不均,造成对工件研磨切削量不均,工件面形精度不易控制;特别是磨料与工件间的相对运动具有随机性,这也增加了工件面形精度的不确定因素,降低了加工精度的稳定性。4)在研磨加工过程中,磨料相互间既有作用力,又有相对运动,这造成了磨料之间产生切削作用,即磨料磨磨料,加重了磨料和能源的浪费。5)在研磨过程中,大尺寸的磨料承受较大的压力,而小尺寸的磨料所受到的压2/5力小,甚至不受压力,这使得大颗粒磨料切削深度大,产生的划痕深,影响工件表面质量,因此为提高工件表面质量,散粒磨料研磨对磨料的尺寸均匀性要求较高。6)在研磨加工中要严格控制冷却液的流量,以避免冲走磨料,这使得冷却效果变差,容易引起工件升温,造成加工精度下降。7)在研磨过程中,磨具产生的磨损影响加工工件的面形精度,这就要求经常通过磨具锥度芯棒来调整研磨套,使模具套锥度的轴向移位来调整研磨管的外径,既费事麻烦,又对工人操作技术水平要求高。8)为避免粗研中所用的大颗粒磨料被带到下道精研加工中,影响精研加工质量,要求各研磨工序间要对工件进行严格清洗。9)污染环境。10)工人劳动强度大,对工人技术水平要求高。11)较硬的磨料容易嵌入较软的工件表面内,影响工件的使用性能。二、磨料脱落的原因分析传统工艺的散粒磨料研磨正是因为存在着上述这些缺点,使得其应用受到一定的限制。上世纪九十年代中期金刚石研磨管替代了铸铁研磨管,由于金刚石研磨管耐磨性远远高于铸铁研磨管,加工工件的尺寸稳定性和加工精度也得到显著提高。但在研磨方式上还是延续了传统的加工方法,传统工艺研磨存在以上诸多的问题依然未能得到解决,由于圆柱孔研磨前加工预留的0.02~0.03mm的研磨余量之外,还存在工艺公差的上下限尺寸和热处理后的尺寸微量变化,这样在研具磨管直径大小与被研磨孔径调整带来一定的难度,还是存在调节研具研磨管反复试研,直接影响到操作工的时间和生产效率。要完全解决研磨以上众多的问题,关节问题是既要客服涂敷在研具上的金刚石颗粒不脱落还要保持在研磨加工过程加工件孔壁与磨具表面相互间保持作用力又有相对运动。我们以某一工件成品孔Φ10+0.015/-0(单位为毫米),为例,热处理前工序给热处理后预留研磨余量为0.03毫米,加工尺寸为Φ9.97+0.015/-0(单位为毫米),加上热处理不可控的微量变形尺寸,因此,热处理实际需要研磨的余量约在Φ<9.97~Φ9.985毫米之间,实际研磨余量0.015~0.045毫米范围。而且3/5在这些范围的尺寸混合在同批产品量内。问题是,在传统的研磨加工方法无论采用原先的铸铁套还是当前的金刚石研磨管研磨加工,通常只是通过粗研磨和精研磨两道工序完成。真因为是这样在粗研磨道工序必然产生较大的研磨量,其次研具的直径大小始终固定在一定的尺寸而造成研磨管在工作状态存在超切削现象,导致研磨管受挤使研磨管温度上升直接影响金刚石与套体粘结力,使金刚颗粒脱落,直接影响研磨管的利用率,影响尺寸精度和粗糙度。分析研磨余量通常在0.01~0.02毫米,在过大研磨量的时候必然产生较高的挤压力导致切削温升高。总结分析现有研磨现状,要解决这些不利于生产效率和产品质量的技术性问题,首先要解决怎样才能是研具处在均衡切削,使得研具处在正常工作,须将0.015~0.045毫米的切削余量按照研磨切削量均衡分布在切削工序或工步来完成,按照粗、精两道工序来完成是难以实现尺寸精度和粗糙度。根据0.015~0.045毫米的研磨余量应当要经过4~5道工序才能满足技术要求。总结分析以上存在工艺现状和低效率的因素原因。采取一机多工位组合机床来解决研磨余量过于集中在传统粗精研磨工序上。三、采用一机多工位分解切削量改进传统研磨工艺,对小齿轮内孔研磨增加两步预研工序,实现了六工位五工步自动切换均衡研磨,采取小切削量加工,减小研具与工件挤压避免导致切削温度升高造成磨料脱落。延长研磨管使用寿命;大大提高了生产效率和加工精度。工位切削余量分布表单位:mm标准尺寸第一工位第二工位切削量第三工位切削量第四工位切削量第五工位切削量第六工位切削量Φ10+0.015/-0装卸工件0~0.0050.005~0.0100.0100.0100.005由以上表可以看出采用六工位均衡研磨工艺,将小齿轮内孔0.03~0.045mm余量分五工位均衡磨削,改进传统的单头式研磨机为五头研磨机,实现了单机多工位研磨。4/5实现了多工件多工位同时加工,避免了重复定位造成的累积误差,提高了加工精度和加工效率。实现工序的自动切换和工件的自动进给,代替了传统的人工给料,减少了人工成本。图1:高精密小齿轮内孔全自动研磨设备结构示意图图2:传统小齿轮内孔研磨机图3:六工位小齿轮内孔研磨设备通过以上的研磨磨料脱落分析后,改变了研磨加工从传统单机加工工艺演变为一机多工位加工工艺技术,克服了敷涂在研具表面的颗粒脱落,提高了研磨工具的使用率,提高了加工表面粗糙度质量和加工精度,但绝大部分都没能有效地提高加工效率,特别是在降低加工成本方面几乎都没有效果。传统散粒磨料慢速研磨存在的上述诸多缺点,我们有待于努力探索新的研磨加工方法,以解决散粒磨料研磨所存在的问题。针对小孔研磨研磨应不断采用新的研磨加工方法,如,5/5磁性流体研磨法,磁性流体研磨是利用磁性流体本身所具有的液体流动性和磁性材料的磁性以及外磁场作用来保持磨粒与工件孔壁产生相对运动而达到研磨光整工件表面的精加工方法。其特点是,加工质量好,表面精度高,不会在加工表面形成新的加工变质层,适应加工材料广,并可用于有复杂形面的表面精加工。磁性流体研磨,是南京航空航天大学的潘良贤等人在这方面做了许多工作,在研磨机理方面进行了深入的研究,取得了一些成果。为研磨工艺奠定了基础。通过以上的采用传统散粒磨料研磨小齿轮孔时,使敷涂在研具表面的磨料散粒脱落而造成磨具利用率底进行了分析,造成生产成本高的主要原因。采取增加研磨工步来分解研磨余量的方法,基本解决了散粒磨料脱落问题,关于生产效率底下,不利于大批量生产现象。我们还要不断的研究应用新的符合大批量生产,符合客户要求的研磨工艺,为研磨技术发展探索新的工艺、新材料,为降低研磨加工成本进一步探索。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 kanoute_2007
kanoute_2007
本文标题:小齿轮内孔研磨工艺研究
链接地址:https://www.777doc.com/doc-2475058 .html