您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 工程制图资料零件的工艺结构性
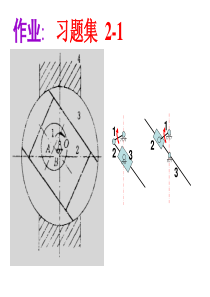
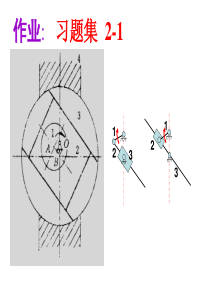
11.5零件的工艺结构性11.5.1铸造工艺对零件结构的要求11.5.2机械加工工艺对零件结构的要求11.5.1铸造工艺对零件结构的要求1铸造圆角铸件表面相交处应有圆角,以免铸件冷却时产生缩孔或裂纹,同时防止脱模时砂型落砂。缩孔裂纹铸件在内外壁沿起模方向应有斜度,称为拔模斜度。当斜度较大时,应在图中表示出来,否则不予表示。(b)拔模斜度(a)2拔模斜度壁厚不均匀壁厚均匀壁厚逐渐过渡缩孔裂纹3壁厚均匀壁厚不等处应有过渡铸件的壁厚应尽量保持一致以避免产生缩孔和裂纹,如不能一致应逐渐过渡变化。11.5.2机械加工工艺对零件结构的要求便于装配和操作安全,通常在轴及孔端部倒角。b×b倒角宽度b按轴(孔)径查标准确定。=45°,也可取30°或60°。1倒角2退刀槽和砂轮越程槽便于退刀和零件轴向定位。砂轮越程槽退刀槽bb砂轮b3钻孔端面尽量使钻头轴线与被钻处的表面垂直,避免钻孔偏斜和钻头折断。90°4凸台和凹坑在铸件上设计凸台、凹坑和凹腔,减少机械加工面积及保证两表面接触良好。凹腔处为接触加工面凸台凹坑凹槽
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 wviter
wviter
本文标题:工程制图资料零件的工艺结构性
链接地址:https://www.777doc.com/doc-2482556 .html