您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 多工位级进模斜面垂直冲裁机构分析
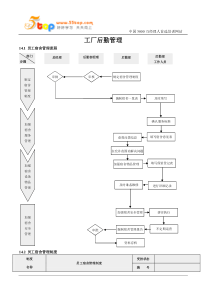
多工位级进模斜面垂直冲裁机构分析李淑萍(山东烟台栖霞市265300)摘要:多工位级进模斜面垂直冲裁机构设计的主要任务是在已有的竖直冲压加工理论、经验基础之上,结合冲压面角度的变化分析冲压时模具受力、工作行程等加工条件的变化,找到最安全可靠的凸凹模运动角度设计方案。通过分析冲裁加工的安全隐患,针对斜面的水平凸凹模冲裁与垂直凸凹模冲裁的比较,阐释出垂直冲裁的优点。论述了斜楔机构角度的设计以及垂直斜面冲裁的实现方法,可以为生产加工提供参考。关键词:级进模斜面垂直冲裁斜楔机构角度设计TheAnalysisofABlankingMachinewithMulti-positionProgressiveDieforBeingPerpendiculartotheInclineLishupingAbstract:Ablankingmachinewithmulti-positionprogressivedieforbeingperpendiculartotheinclineisdesigned.Basedontheexistingprocessingtheoryandexperienceaboutverticalstamping,andcombiningthechangeofthepartsangles,thispaperhasanalyzedtheexertedforceonthedieandtheworkingstrokewhenstamping.Finally,themostsecureandreliabledesigningschemeaboutthemovementanglesofthepunch-matrixisrealized.Byanalyzingthesecurityproblemsofblankingprocessandcomparingthehorizontalblankingwithblankingbeenperpendiculartotheincline,thispaperhasexplainedtheadvantagesofblankingbeingperpendiculartotheincline.Besides,theangledesigningofthewedgemechanismandtherealizationofblankingbeenperpendiculartotheinclineisdiscussed,whichcouldsupporttheproductionandprocessing.Keywords:progressivedie,blankingbeenperpendiculartotheincline,wedgemechanism,angledesigning1.引言模具冲压加工是综合多种机械学科的加工手段。模具加工技术及冲压水平的提升,使“物美价廉”的模具加工被越来越广范的应用,而这是以无数技术理论作为后盾的。其中,由于斜面冲裁所受冲裁力复杂,易让模具受损,零件尺寸难以保证,因此其设计方式正是目前人们研究分析较多的一种。同时,斜面垂直冲裁机构因其安全性保障高而受到广泛关注。当前,我国模具加工理论、技术与世界先进国家相比仍有着较大差距,这已成为制约我国机械制造业发展的巨大瓶颈。我国科研技术人员正努力分析研究模具的相关理论及技术,生产领域也在精心加工一些大型模具、精密模具,特别是如今作为一种生产力象征、被发达国家广泛应用的多工位级进模。本文就对多工位级进模斜面冲裁机构的设计原理进行探讨,对垂直斜面的冲裁工艺进行分析。2.级进模的现状与隐患现代机加工领域中为了高效的生产大批量的高精度零件,广泛采用数控加工与模具加工,这两者在加工效果上各有利弊。而多工位级进模是在普通模基础上发展起来的一种高精度、高效率的模具,其冲制的中小零件精度可达IT10级,而且据悉目前世界上先进的多工位级进模工位数多达50多个,冲压速度达1000次/分以上。多工位级进模优秀的性能使很多人对其极其关注,从冲压、送料设备,到模具本身结构的探索、材料的应用,都被大家广泛研究。须知这种高精度、效率的加工方法,在产生巨大的生产效益的同时对于系统可靠性的要求也是非常严格的,一个细微的差错就可能导致整个系统的瘫痪。例如,1986年1月,美国“挑战者”号航天飞机,因为火箭助推器内的橡胶密封圈因温度低而失效,结果引起航天飞机爆炸,造成了7名宇航员全部遇难和重大的经济损失。一个零件尚可造成如此损失,大批量生产的模具加工更可能带来巨大的损失,这就要求我们对多工位级进模的设计精益求精,分析每一个加工环节以及机械机构之间的相互影响,使结构更合理,配合更到位,减少安全隐患。3.模具斜面冲裁工艺和机构设计分析3.1模具冲压可靠性分析多工位级进模现在依靠优质的材料、合理的配合、可更换的镶块及模具零件的互换性,可以有效保证它有较长的使用寿命。首先,多工位级进模不必像复合模一般考虑最小壁厚,保证的了它具有足够的强度。其次,可以同时完成冲裁、弯曲、拉伸和成型,甚至还有装配工序,从而减少多幅模具周转和重定位,节省时间、提高效率,而且依赖于高精度的导向和严格控制步距精度的送料系统,也避免了在此过程中各种偏差对模具的损耗。所有的步骤都在一套模具中进行,通常在最后的工位将带料冲裁或剪断,得到符合产品要求的冲压件,所以一旦中间步骤有模具或条料受损的情况发生,崩碎的金属块、变形的条料等,会在冲压设备高速的冲压中对模具产生二次甚至多次更大的损伤,这种现象在多工位级进模大多用于厚度2mm以下冲压件加工的环境下仍常发生,更不要说在较厚零件加工中所面临的更大冲裁力的挑战。而因多工位级进模制造精度高,材料选用高级且涉及热处理等方面,调试复杂,使得模具成本很高,特别在我国这样模具制造业不够成熟的国家,虽然可通过镶块等设计修复被损坏的模具使其成本较之产值处在人们可接受的范围内,但无疑是一种巨大的浪费。因此如何减少金属崩碎、条料变形,避免冲压过程中模具损伤,是模具设计时应重点关注的问题,通过合理的结构设计避免生产事故的发生。3.2凸凹模设计在多工位级进模中,因为冲件在离开模具前的整个加工过程中是以条料的形式被移动、加工,这就限制了每一个单元未成型件在每一工位中的位置,它必定是沿着搭边平行运动的,且在移动中不能发生任何旋转。这就要求设计者根据加工要求在一套模具中做出各种结构,实现复杂形状的加工。斜面冲孔的凸凹模所受冲裁力是非竖直方向上的,力与压力机给力方向不一致,而对于这样的冲裁加工通常的选择是在不额外增加动力来源的情况下,采用斜楔运动机构来完成。加工中冲裁力需通过设计斜楔机构获得,以使模具机构紧凑,又能够减少加工工序,减低生产成本。但在设计斜楔机构之前需先确定出凸凹模冲裁方向相对于冲件、模具的角度。在现今这种凸凹模角度的设计分为两种,第一种是以简单为目的的水平凸凹模设计,第二种是以最优效果为目的的垂直斜面凸凹模设计。3.2.1水平凸凹模设计分析图一:水平凸凹模1.斜楔2.凸模3.工件4.凹模5.模体如图一,水平方向的斜楔冲裁可分两类:第一类,当刃口为竖直时,冲裁斜面时会有一侧刃口是先碰到冲件上,形式类似斜刃冲裁,但不符合斜刃冲裁原理——斜刃冲裁技术要求斜刃对称的同时压入。此时可发现,凸模一侧的刃将先受径向力作用,且根据冲裁件断面结构分析,此刃侧将形成塌角,由于金属压缩、摩擦在一侧作用,使产品受力变形,还易使凸模发生不平衡的磨损、粘结、弯曲、崩刃,甚至可能因此与凹模相撞发生事故。另一类,当刃口为与斜面平行时,整个凸模可以同时接触到工件,但是有一侧刃口为尖角,一侧为钝角,所以受力及磨损状态仍不平衡,特别是尖刃处的压力造成崩刃的可能很大,且因为接触时面积大受到的径向力更大,这种非轴向力加剧了机构的磨损。由此可以发现,不论凸模如何设计,在凹模上始终存在着刃口角度不一样大,有尖角出现,磨损、受力不一致等问题。而且这种水平冲裁时废料被水平推出,凸模的推出行程要大,且易脱料不顺形成卡堵。而且因水平冲孔时应力情况复杂,使得很多冲裁理论、经验方法不能正常使用。3.2.2垂直斜面凸凹模设计分析图二:垂直斜面凸凹模1.斜楔2.凸模3.工件4.凹模5.模体如图二,当使用斜面垂直冲裁机构,冲头面与斜面平行,冲裁力在凸模均匀分布,合力沿冲头轴向,多余的力更少、更小,对凸模的磨损小。而且,凸模的结构紧凑,材料力学性能平衡,没有局部受力和尖角结构,不易产生变形,斜楔机构损耗小。垂直冲孔时冲下的废料形状均匀,冲裁拉伸后的回弹也不易粘在冲头上。同时,凸凹模刃口均为直角,强度高、受力平衡,而废料被倾斜推出,使脱料容易。垂直斜面冲孔时,由于模具与零件各项性能、零件受力状况同普通平面冲孔是相同的,所以在水平冲裁时的理论都可以完整的运用在此类设计中。例如——冲裁间隙理论确定法:图三:合理冲裁间隙的确定如图三,由几何关系可得出计算合理间隙的公式:z=2(-h0)tgβ=2t(1-h0/t)tgβ(式中:z-凸凹模间隙;t-板料厚度(mm);h0/t-产生裂纹时凸模相对压入深度(mm);β-裂纹与垂线间的夹角)。由公式可知,间隙z与板材厚度、相对压入深度h0/t、裂纹方向角β有关。而h0、β又与材料性质有关。可见,影响间隙值的主要因素是板材力学性能及其厚度,板料越厚、越硬,h0/t值越小,合理间隙值越大。材料越软.h0/t值越大.合理间隙值越小。显而易见,当采用垂直斜面冲裁时该理论才可以使用,这将带给设计工作巨大的便利,缩短设计时间,最重要的是可以避免因不规则结构设计带来的安全隐患、资源浪费。3.3斜楔机构设计斜楔机构在模具中运用极广,冲孔、压型、翻边等等都可以看到它的身影。斜楔机构将冲压机竖直方向的力改变成斜向力,实现了多种单纯竖直压力不可能完成的工作,是现代机加工领域中不可缺少的方法。斜楔机构中最重要的部分当属机构的角度设计、优化,根据机构的角度才可以计算出模具的技术要求,得到受力等方面的参数,在设计加工中保证必要的行程、速度、刚度、耐磨性等等。图四:斜楔机构如图四,θ为斜楔角,β为滑块工作角度;α为斜楔与滑块夹角;L为斜楔行程;S为滑块行程。随着斜楔向下运动,斜楔推动滑块,斜楔与滑块的运动距离为一几何关系。根据正弦定律得:S/sinθ=L/sinα因为θ-β=90°-α;θ≤90°;所以βα;则S/L=sinθ/sinα=cos(α-β)/sinα。3.3.1斜楔机构的受力分析如图四B,Q-斜楔与滑块之间的压力与摩擦力的合力;P-斜楔力;F-冲裁力;V-模具对滑块的力。由力矢图可得出:Q=F/sinα;Q=P/sinθ;P=Fcos(α-β)/sinα;V=F/tanα。当β角和冲裁力F为定值时,α角增大,Q减小、P减小、V减小,可见α角增大斜楔机构可更省力,斜楔和滑块上所受的摩擦力也减小,从而使斜楔及滑块磨损减小。但由于α角增大,S/L减小,则当滑块工作行程S为一定时,斜楔行程L则增大,存在角度最大化问题。3.3.2斜楔机构的效率分析滑块的工作效率η=W有/W总;W有=F×S;W总=P×L;则η=F×S/(P×L)。考虑到摩擦的影响,设斜楔和滑块之间的摩擦角为ψ。将前面的有关式子代入η式,将θ视为自变量,建立如下关系式:η=[sinθ/cos(θ-β)]×[cos(θ-β+2ψ)/sin(θ+2ψ)],对η式求导,令dη/dθ=0。得:θ=39°17′+β/2。当β=0时,斜楔机构为水平,θ=39°17′;α=90°-θ=50°43′(为了设计制造方便,实际工作中通常取接近这一数值的整数,如α=45°、50°、55°)。当β≠O时,为倾斜式斜楔机构。θ=40°+β/2;α=90°-(θ-β)=50°+β/2。4.结束语多工位级进模的斜面垂直冲裁机构,是一种将斜面冲裁标准化的手段,通过这一设计方法,简化设计计算,便于模具加工、理论研究,降低安全隐患,减低模具磨损等消耗,提升模具使用性能,降低生产成本,具有很高的实用性。参考文献:(1)模具设计手册编写组.模具设计手册[M].北京:机械工业出版社,1996。(2)冲
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 xiaoleilei6821
xiaoleilei6821
本文标题:多工位级进模斜面垂直冲裁机构分析
链接地址:https://www.777doc.com/doc-2504199 .html