您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 其它行业文档 > 塑料件设计的工艺准则
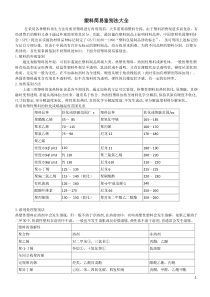
注塑件的工艺性注塑件设计的一般原则:a.充分考虑塑料件的成型工艺性,如流动性:b.塑料件的形状在保证使用要求的前提下,应有利于充模,排气,补缩,同时能适应高效冷却硬化;c.塑料设计应考虑成型模具的总体结构,特别是抽芯与脱出制品的复杂程度,同时应充分考虑到模具零件的形状及制造工艺,以便使制品具有较好的经济性;d.塑料件设计主要内容是零件的形状、尺寸、壁厚、孔、圆角、加强筋、螺纹、嵌件、表面粗糙度的设计。1壁厚塑料件壁厚设计与零件尺寸大小、几何形状和塑料性质有关。塑料件的壁厚决定于塑料件的使用要求,即强度、结构、尺寸稳定性以及装配等各项要求,壁厚应尽可能均匀,避免太薄,否则会引起零件变形,产品壁厚一般2~4mm。小制品可取偏小值,大制品应取偏大值。1.1塑料件相邻两壁厚应尽量相等,若需要有差别时,相邻的壁厚比应满足以下要求:t:t1≤1.5~21.2塑料凸肩H与壁厚t之间关系如图2中,图a中H>t,则造成塑料件的厚度不均匀,应改图b所示,H≤t可使塑料件壁厚不均匀程度减少。4.2-1图t1ttHt4.2-2图abH≤tt2过渡圆角为了避免应力集中,提高强度和便于脱模,零件的各面连接处应设计过渡圆角。零件结构无特殊要求时,在两面折弯处应有圆角过渡,一般半径不小于0.5~1mm,R≥t。2.1内外圆角半径零件内外表面的拐角处设计圆角时,应保证零件壁厚均匀一致,图中以R为内圆角半径,R1为外圆角半径,t为零件的壁厚.3加强筋为了确保零件的强度和刚度,而又不使零件的壁厚过大,避免零件变形,可在零件的适当部位设置加强筋。L=(1~3)ab=(0.5~1)aR=(0.125~0.25)aθ=2°~4°当a≤2mm时,可选择a=b。3.1筋的高度与圆角半径.表1R≥tR≥tt4.2-3图4.2-4图R=0.5tR1=1.5tRR1t4.2-5图RRLaθ2bbhtR4.2-6图h66~1313~1919以上R0.8~1.51.5~33~56~73.2设计加强筋时,应使中间筋低于外壁0.5~1mm,以减少支承面积,达到平直要求。4孔的设计孔的周壁厚会影响到孔壁的强度。孔口与塑件边缘间距离a不应小于孔径,并不小于零件壁厚t的0.25倍。孔口间的距离b不宜小于孔径0.75倍,并不小于3mm。4.1孔的周壁厚H和突起部分的壁厚c和高度h、h与c之比不能超过3,如图其尺寸可参考表2表2D~3>3~6>6~10>10~18>18~30>30~50H和C11.52.53.545支承面加强筋>0.54.2-7图b≥0.75da≥dabtd4.2-8图DD4.2-9图Ch4.2孔深h≤2d情况下的最小直径材料PA其它玻璃纤维塑压件d(min)0.50.811.55螺纹内螺纹直径不能小于2mm,外螺纹直径不能小于4mm.螺距不小与0.5mm.螺纹的拧合长度一般不大于螺纹直径的1.5倍,为了防止塑料螺纹的第一扣牙崩裂,并保证拧入,必须在螺纹的始端和末端留有0.2~0.8mm的圆柱形.并注意:塑料件螺纹不能有退刀槽,否则无法脱模。6嵌件嵌入塑料件的零件,叫做嵌件.由于用途不同,嵌件的形式不同,材料也不同.但使用最多的是金属嵌件.它的优点是提高塑料制品的机械强度、磨损寿命、尺寸的稳定性和精度。6.1嵌件外塑料层最小厚度表4嵌件直径D≤44~88~12≥12~16≥160.2~0.8≥0.5M124.2-10图内螺纹0.2~0.8≥0.54.2-11图M12外螺纹tDtt>34.2-12图4.2-16图4.2-15图t细花纹Dh60°粗花纹tRhDR0.5~1X45°1.2~2L1.5~2D2~3φL2a图b图L最小壁厚t≥1.5≥2≥3≥4≥56.2回旋体的轴及轴套嵌件形式。塑料层最小壁厚参照表47压花塑料件的周围上滚花,也可以压制。滚花必须是直的,并与脱模方向一致,滚花的尺寸可参考表5表5直径D≤18>18~50>50~80>80~120≤18>18~50>50~80>80~120齿距t1.2~1.51.5~2.52.5~3.53.5~4.54R半径R0.2~0.30.3~0.50.5~0.70.7~10.3~10.5~41.5~52~6齿高h≈0.86t0.8R8塑料件常用自攻螺钉预留底孔直径选择注:1.2.一般情况应选用a图结构,特殊情况可选b图结构;表6螺纹规格φDt0.5~1A0.5~11X45°6~8≥2dL/2L4.2-13图1~22~3d4.2-14图R1~3DttB轴2~42~3t轴套Ddφ≥2dD=d(1.2~1.4)B=A/1.5~A/2.14.2-16图4.2-15图t细花纹Dh60°粗花纹tRhDRST2.21.75ST2.92.46ST3.52.97ST4.23.49ST4.84.211(KT-28)4X103.399塑料尺寸公差值表7基本尺寸(mm)等级12345678(mm)≥30.040.060.090.140.220.360.460.563~60.040.070.100.160.240.400.500.646~100.050.080.110.180.260.440.540.7010~140.050.090.120.200.300.480.600.7614~180.060.100.130.220.340.540.660.8418~240.060.110.150.240.380.600.740.9424~300.070.120.160.260.420.660.821.0430~400.080.140.180.300.460.740.921.1840~500.090.160.220.340.540.861.061.3650~650.110.180.260.400.620.961.221.5865~800.130.200.300.460.701.141.441.8480~1000.150.220.340.540.841.341.662.10100~1200.170.260.380.620.961.541.942.40120~1400.190.300.440.701.081.762.202.80140~1600.220.340.500.781.221.982.403.10160~1800.380.560.861.362.202.703.50180~2000.420.600.961.502.403.003.80200~2250.460.661.061.662.603.304.20225~2500.500.721.161.822.903.604.60250~2800.560.801.282.003.204.005.10280~3150.620.881.402.203.504.405.60315~3550.680.981.562.403.904.906.30355~4000.761.101.742.704.405.507.00400~4500.851.221.943.004.906.107.80450~5000.941.342.203.405.406.708.60注:1.表中公差数值用于基准孔取(+)号,用于基轴取(-)号;2.表中公差数值用于非配合孔取(+)号,用于非配合轴取(-)号,用于非配合长度取(±)号10塑料件成型质量问题和原因分析质量问题原因分析1.飞边1.注模压力过大2.合模不紧3.模具分型面不干净4.塑料温度过高5.塑件在分型面上的投影面积超出机床允许范围6.模板弯曲变形2.变形1.冷却时间不足2.模具温度过高或不匀3.顶杆位置不合理4.塑件厚度不匀3.气泡1.原料中含有水份或其他易挥发物2.塑料温度过高或受热时间过长3.注射速度过快4.注射压力太小5.模具温度太低6.注射活塞退回太早7.料筒内混入空气4.成型不足1.加料量不足2.注射速度过慢3.注射压力太小4.模具温度太低5.料筒及喷嘴温度偏低6.塑件在分型面上的投影面积过大7.回料太多8.浇注系统截面积小9.模具排气不良10.注射活塞退回太早11.料筒喷嘴被杂物堵塞5.裂纹1.退模斜度不够2.模具温度太低3.塑料冷却时间过长4.顶出装置倾斜或不平衡5.顶杆总截面太小6.嵌件未预热或温度不够6.凹痕1.塑件壁厚不匀或太厚2.加料量不足3.料筒温度过高4.注射压力太小5.注射速度过慢6.浇注系统截面过小或浇口位置不合理7.注射及保压时间太短质量问题原因分析7.表面波纹1.料筒温度太低2.注射速度过慢3.注射压力太小4.模具温度太低5.浇注系统截面过小8.脱皮、分层1.不同塑料混杂2.同一塑料不同级别相混9.熔接痕1.塑料温度太低2.模具温度太低3.注射速度过慢4.注射压力太小5.浇口太多6.模具排气不良10.银丝、斑纹1.原料含水量过高2.塑料温度太高3.注射压力太小4.浇注系统截面过小5.树脂中含有低挥发物11.黑点及条纹1.塑料已分解2.塑料碎屑卡在注射活塞与料筒之间3.模具主浇道与喷嘴吻合不良4.模具无排气孔12.真空泡1.模具温度偏低2.塑件壁厚过于不匀3.注射时间太短13.冷块或僵块1.温度太低,塑化不匀2.混入杂质或不同品种级的塑料3.喷嘴温度太低4.没有冷料穴5.塑件的重量接近设备的额定值6.成型时间太短14.尺寸不稳定1.设备的电气或液压系统不稳定2.成型周期不一致3.浇口截面过小4.加料量不匀5.塑件冷却时间太短6.工艺参数(温度、压力、时间)不稳定7.塑料颗粒大小不一8.回料与新料混合比例不匀15.强度下降1.塑料分解或降聚2.成型温度太低3.塑料回用次数太多4.塑料含水量大5.塑料混入杂质6.模具温度太低
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 wuhaozxm
wuhaozxm
本文标题:塑料件设计的工艺准则
链接地址:https://www.777doc.com/doc-2539819 .html