您好,欢迎访问三七文档
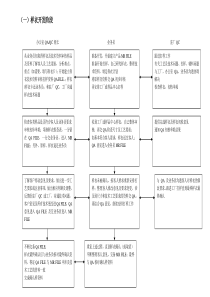
第1页共21页合肥四方磷复肥有限责任公司SL/SC-FF001-2010复合肥分厂配料岗位作业指导书版本/状态:A/01、岗位任务:根据生产要求,按照各种原料的配料比例,负责向破碎岗位输送符合要求的混合料,同时回收各种原料的塑料编织袋。2、工艺流程及工艺控制指标:一)工艺流程简介到厂各类原料肥,严格按配方要求,经计量后倒入混合搅拌机,混合均匀后的混合料,或各原料倒入料仓,经计量均匀混合后混合料通过原料皮带输送机送入破碎机。二)控制指标:(1)进料粒度:≤90mm(2)投料量:>10t/h(根据不同品种而定)3、管理范围:一)管理区域:本岗位管辖范围包括人原料库自动化配料系统到原料皮带机的全部设备、电器、建、筑构物等。二)主要设备一览表:序号设备名称详细规格及型号单位数量备注11#原料皮带机B800×6×38000,减速机:ZQ400-3.15-1,i=31.5,中心距400mm,电机:y160M-6-7.51KW台1台22#原料皮带机B650×53300减速机:ZQ350-31.5-1:电动机:Y132M2-6-5.5KW台1台31#电子皮带秤(磷铵)B800×6200,DEL0627准确度等级1.0,功率1.5KW,速比i=381,最大流量Q=4.8t/h,皮带速度v=0.4m/s.台1台破碎机2#原料皮带机自动化配料1#原料皮带机第2页共21页42#电子皮带秤(氯化铵)B800×6200,型号:DEL0627准确度等级1.0,功率1.5KW,速比i=461,最大流量Q=3.2t/h,皮带速度v=0.3m/s.台1台53#电子皮带秤(氯化钾)B800×6200,型号:DEL0627准确度等级1.0,功率1.5KW,速比i=619,最大流量Q=4t/h,皮带速度v=0.3m/s.台1台64#电子皮带秤(尿素)B800×6200,型号:DEL0827准确度等级1.0,功率1.5KW,速比i=461,最大流量Q=3t/h,皮带速度v=0.2m/s.台1台75#电子皮带秤(添加剂)B800×6200,型号:DEL0627准确度等级1.0,功率1.1KW,速比i=945,最大流量Q=1.5t/h,皮带速度v=0.1m/s.台1台4、作业程序:一)开车前的准备1、接到开车指令后,首先检查电子皮带秤原料皮带输送机的电机、减速机、传动带、托辊、滚筒等主要零部件是否完好,有无障碍物。紧固螺栓是否松动,所有润滑部位润滑是否良好。检查完好后,试开皮带机,检查其是否有跑偏、卡阻等不正常现象,直至运转正常。2、接班立即将料斗中料清空,然后进行测皮,再用标准包进行校称,并对所测得新的转换系数进行详细记录.3、准备好岗位工、器具和原始记录。二)开车1、经检查设备完好后,与破碎等后续岗位联系准备开车。2、先后启动原料皮带机,电子皮带秤,待设备运转正常后,开始投料进行正常操作。三)停车接到停车指令后,首先停止进料,先后自动配料料斗内物料排干净后;先停搅拌机、电子皮带秤、皮带机,停车后保养机器设备,清理自动配料称卫生,同时清扫环境卫生。如遇事故或设备故障需紧急停车(包括停电),停止投料并与后续工序联系,待事故处理完毕再按程序投料开车。四)正常操作要点:1、与各岗位保持密切联系,严格按配方要求,按配比输入系统,将经过计量第3页共21页的各种物料定量、均匀地加入料斗。并保持料斗有料,切忌料斗放空;五)不正常现象及处理方法:不正常现象原因处理方法1、皮带秤无料①料斗放空②下料空堵塞①加满料斗②清理下料口2、皮带跑偏①胶带两边周长不等②胶带、滚筒积料③胶带前后滚筒不平行①调节张紧装置②清理积料③调整滚筒平等度第4页共21页合肥四方磷复肥有限责任公司SL/SC-FF002-2010复合肥分厂破碎岗位作业指导书版本/状态:A/0一、岗位任务:负责原料及返料的破碎,为造粒岗位提供合格的物料。二、工艺流程及工艺控制指标:一)工艺流程简介:返料皮带机来返料原料皮带机来原料配料岗位来原料及筛分岗位来返料进破碎机破碎后,符合要求的物料经斗提机输送至造粒机。二)工艺控制指标:进料:粒度≤90mm出料:≤1mm、≥90%三、管理范围:一)管理区域:本岗位管理范围:破碎机到原料斗提机的全部设备、电器、建构筑物等。二)主要设备一览表序号设备名称规格型号及主要参数数量备注11#斗提机TH315,H=8000输送量为35m3/h,V=1.4m/s减速机:ZG400-31.5-3电动机:Y132S-4-5.5KW1台2链式破碎机XW-70生产能力Q=16-22t/h电动机:Y160L-4-15KW1台四、作业程序破碎机斗提机造粒机第5页共21页一)开车前准备1、认真检查链式破碎机主要零件是否完好,紧固螺栓是否松动,润滑情况是否良好。破碎机内链条是否齐,是否有三节链,如有立即补齐或更换破碎腔内有无物料粘壁,如有粘壁,必须清理好后方能开车。2、检查斗提机内有无异物,减速机、轴承润滑是否良好。3、准备好岗位工、器具和原始记录。二)开车:1、经检查设备完好后与前后工序联系后准备开车。2、先启动斗提机,再启动破碎机,待设备运转正常后,开始投料进行正常操作。三)停车:接停车指令,待系统物料处理完毕后,停破碎机、斗提机。停车后,检查、保养所辖设备。检查链条磨损情况,清理斗提机、破碎机内积料,包括斗提机地坑,清扫环境卫生。如遇事故或设备故障需紧急停车,应与前段工序联系停止投料,停相关设备。待事故处理完毕后,再按程序开车。五、正常作业要点:1、经常检查各设备电机电流是否正常2、经常检查破碎机腔、斗提机料斗、斗提机破碎机下料口是否阻塞、积料。发现问题,及时清理。3、经常检查破碎机机腔积料情况,并及时清理。六、不正常现象及处理方法:不正常现象原因分析处理方法1、破碎机声音异常,负荷增加①腔内积料②下料口堵塞③投料量过大积料严重①清理,严重时停车清理②停车清理③降低投料量,停车清理2斗提机跳闸①提升物料太多②机底积料严重③机内有异物或大块物料阻塞①通知配料岗位,降低投料量②停车清理③停车清理第6页共21页3、破碎机出口物料粒度过大①投料料过大②返粒大颗粒过多③缺少链条①降低投料量②通知造粒岗位,调整工艺指标③通知钳工维修第7页共21页合肥四方磷复肥有限责任公司SL/SC-FF003-2010复合肥分厂造粒岗位作业指导书版本/状态:A/01、岗位任务:完成混合物造粒操作,制备符合粒度要求的复合肥物料,优化操作工艺,提高混合生料成粒率,减少造粒机结疤,尽可能延长清理周期。2、工艺流程及工艺控制指标一)流程简述:由破碎岗位送来的复合肥混合原料,在造粒机内借助筒体在转动时产生的挤压力,在一定液相条件下(机内先加稀酸,调节氨量,再调整蒸汽量等)粘聚成粒核,粒核不断随筒体转动受压,表面不断粘聚粉粒,粒核体积不断增大而成为复混肥颗粒。经造粒机抛光区抛光使颗粒表面光滑进干燥机干燥。氨气稀酸二)工艺控制指标1、蒸汽压力~0.6MPa3、氨压0.4-0.6t/h2、成粒率≥65%4、稀酸0.2-0.3t/h3、管理范围:一)管理区域:本岗位管理范围:造粒机区域全部设备、工艺管道、阀门、电器、建、构筑物等。二)主要设备一览表:造粒机去干燥机工艺水破碎后原料及返料蒸汽氨气第8页共21页序号设备名称详细规格型号单位数量备注1造粒机¢1800×6000n=12.3rpm配套电机:Y200L-6n=970rpm,N=18.5KW减速机:ZL42.5-10-2台14、作业程序:一)开车前的准备:1、检查造粒机各零部件是否完好,润滑是否良好,进出料口是否畅通,机内是否有杂物;2、检查电气系统的工作状态是否正常;3、检查各管道阀门是否完好,阀门是否关闭;4、启动造粒机,转动数圈,无异常情况停车待令;5、准备好岗位工、器具和原始记录。二)开车:1、接到开车通知后,通知干燥等后续岗位开车,锅炉做好供汽准备;2、启动造粒机;3、通知原料,破碎岗位开车,向造粒机加料;4、向造粒机内通入氨、稀酸、蒸汽,并按工艺要求进行调节。三)停车:1、接到停车指令后,通知原料破碎岗位停车,停止向机内加料;2、停止向机内供氨、稀酸、蒸汽;3、待造粒机内物料卸完后停造粒机;4、事故停车时应立即停止加料、水和蒸汽,待事故处理完毕后按程序开车;5、停车后应做好设备的维护保养及卫生清扫工作,同时清理进出料口并处理内结疤。四)正常作业要点:1、造粒岗位作为复肥生产的关键岗位,操作人员应随时调整操作条件,尽可能地提高出料成粒率。2、保持进出料的稳定。进料量波动时要及时调节蒸汽、稀酸、蒸汽的加入第9页共21页量,防止出现粒度过大或过小及粘结现象。3、经常检查设备电机电流、轴承温升是否正常。4、经常检查进出料口是否畅通,内内是否结料,发现后及时处理。五)不正常现象及处理方法:不正常现象原因分析处理方法1、造粒机齿轮有周期性噪音大、小齿轮啮合不好或侧隙过小调整大小齿轮的相对位置,保证齿轮接触面积,齿顶和齿侧间隙2、齿轮有冲击声①托轮磨损严重②小齿轮磨损严重①调整前后托轮装置各自一组托轮的间距,外圆不平整,光结度低,应精车抡轮外圆②小齿轮调向或更换3、筒体振动或轴向窜动量过大①托轮装置与底板联结螺栓松动②托轮位置变动①拧紧联接螺栓②较正托轮位置4、挡轮磨损严重筒体轴向力过大调整托轮使档轮与轮带尽可能少接触5、轴承温升过大①缺油②辆承有脏物③轴承间隙过大④轴承滚珠损坏①加油②清除脏物③调整轴承间隙④更换轴承6、出料粒度过大①液相量过大②进粒粒度过大①高速加汽、水量②通知破碎岗位,调整出料粒度7、出料粒度过小①液相量不足②物料在造粒机内停留时间太短,档板损坏①调整加汽、水量②调整进粒量,维修造粒机档板第10页共21页合肥四方磷复肥有限责任公司SL/SC-FF004-2010复合肥分厂干燥冷却筛分岗位作业指导书版本/状态:A/01、岗位任务:将造粒岗位输送来的经过造粒的复合肥进行干燥、冷却和筛分,将合乎要求的成品复合肥输运到包装岗位,不合乎要求的物料送破碎岗位重新破碎。同时对干燥机、冷却机尾气进行除尘。2、工艺流程及工艺控制指标:一)工艺流程简图尾气造粒来物料热风炉来热风干燥机2#斗提机1#振动筛1#冷却机干燥风机旋风除尘器排空箱式除尘器旋风除尘室1#斗提4#振动筛3#振动筛2#振动筛4#斗提机包膜机排空箱式除尘器冷却风机旋风除尘器排空旋风除尘室3#斗提机2#冷却机箱式除尘器2#冷却风机1#返料带2#返料带5#斗提机成品皮带成品贮斗1#斗提机3#返料带破碎机第11页共21页造粒机出口物料在干燥机内与热风炉出口热风进行并流干燥,干燥后物料经2#斗提机提升至1#振网筛,小于1mm细粒由1#返料带经2#返料带,进入1#斗提机,再返回造粒机。大于1mm颗粒,进入1#冷却机,冷却后的物料,经3#斗提机提升至2#振动筛进行筛分,粒度大于1-4.5mm的物料,进入3#、4#振动筛。小于2mm的物料,由3#返料带到2#返料带,进入1#斗提机。大于4.75mm的物料,直接去破碎机,粒度合格的复混肥进入2#冷却机,冷却后的物料由4#斗提机提升至包膜机进行防结块包膜后,再由5#斗提机提升至成品皮带,送至成品贮斗。干燥、冷却的尾气经箱式除尘和旋风除尘后排放。具体详见流程图。二)工艺控制指标:1、热风温度:110-130℃(尿素系)200-300℃(氨化系)300-450℃(非尿素系)2、干燥机尾气温度:60-75℃(尿素系)70-85℃(非尿素系)3、干燥机头负压:~20Pa(微负压)4、成品粒度:2—4.75mm≥90%5、成品温度:≤40℃3、管理范围一)管辖范围:干燥、破碎、筛分、除尘系统所辖设备、管道、阀门、仪表、电器及周围建、构筑物等。二)主要设备干燥、冷却、筛分岗位设备一览表序号设备名称规格型号及主要参数数量备注1干燥机φ2200×22000η=2.71rpm,α=2.50减速机:ZL850-15-Ⅱ,i=35.5电动机:Y280S-8-37KW1台第12页共21页22#斗提机TH315,H=8000输送量为35m3/h,V=1.4m/s减速机:ZQ-400电动机:Y132M-4-7.5KW1台31
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 wwsddu961502
wwsddu961502
本文标题:复合肥岗位操作规程
链接地址:https://www.777doc.com/doc-2543520 .html