您好,欢迎访问三七文档
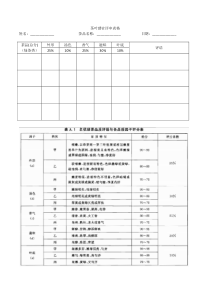
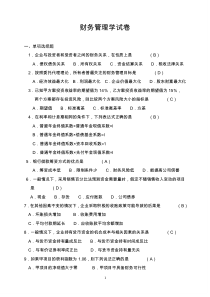
1理论课教案授课日期2013,3-4授课班级11焊接课题第七章埋弧焊教学目的明确埋弧焊的过程,掌握特点。理解其焊接参数重点与难点埋弧焊的特点及应用场合埋弧焊的焊接工艺参数埋弧焊过程课的类型专业课教具多媒体教学方法讲授提问启发对比教学环节教学内容备注【复习】【导入课题】:【讲新课】第七章埋弧焊课前提问:1)焊条电弧焊的得点有那些?2)焊条电弧焊的主要工艺参数是什么?引言:焊条焊条电弧焊的弧光非常刺眼,那么能不能有一种焊接方法把电弧给盖住呢?随着焊接技术的发展,埋弧自动焊已广泛应用到装备制造、船舶制造、石油化工等行业。埋弧自动焊工艺已经成为一种成熟可靠、高效稳定的焊接工艺第一节埋弧焊原理一、埋弧焊过程焊丝送进→焊剂流出→焊件焊丝被熔化→液态熔渣上浮→液态金属凝固形成焊缝→液态熔渣形成渣壳(自己总结,以便于学生加深记忆)叫学生回答启发板书2二、埋弧焊的特点及应用1、埋弧焊的优点1)、焊接生产率高2)、焊接质量好3)、改变焊工的劳动条件4)、节约焊接材料及电能5)、焊接范围广2、埋弧焊的缺点1)、埋弧焊采用颗粒状焊剂进行保护,焊接位置受到限制2)、焊接时,容易产生焊偏及未焊透3)、埋弧焊使用电流较大,不适宜焊接厚度小于1mm薄件。1、可焊低C钢和低合金结构钢,耐热钢及复合材料;2、单丝,多丝埋弧焊,带极埋弧焊,多带极埋弧焊(2-3),金属粉末埋弧焊;3、堆焊耐蚀磨合金或用于焊接镍基合金,铜合金.4)、焊接设备比较复杂,对于一些形状不规则的焊缝无法焊接。3、埋弧焊应用主要用于较厚钢板的长直焊缝和较大直径环形焊缝焊接。播放视频与焊条电弧焊对比与学生互动总结3例如压力容器的环焊缝和直焊缝、锅炉冷却壁的长直焊缝、船舶和潜艇壳体、起重机械、冶金机械(高炉炉身)等的焊接。第二节埋弧焊机一、埋弧焊机的分类按用途可分为专用焊机和通用焊机两种。按焊丝送丝方式可分为等速送丝式和变速送丝式埋弧焊机两种。按焊丝的数目和形状可分为单丝埋弧焊机、多丝埋弧焊机及带状电极埋弧焊机。按焊机的结构形式可分为小车式、悬臂式、车床式、门架式、悬挂式。目前,小车式和悬臂式用的较多。(其组成如图)知道了解4二、等速送丝式埋弧焊机MZ1—1000型是典型的等速送丝式埋弧焊机,主要用于焊接水平位置及倾斜小于15°的对接和角接焊缝,也可以焊接直径较大的环焊缝。第三节埋弧焊焊接工艺参数导入新课:怎样根据板厚来确定焊接电流呢?这是我们这节课所要研究的内容一、埋弧焊焊接工艺参数有焊接电流、电弧电压、焊接速度、焊丝直径、焊丝伸出长度、焊丝倾角、焊件倾斜等。其中对焊缝成形和焊接质量影响最大的是:焊接电流、电弧电压和焊接速度。1、焊接电流若其他因素不变,电流增加,则吹力增强,焊缝厚度增大。同时焊丝的速度也相应加快。余高稍有增加,焊缝宽度变化不大。2、电弧电压若其他因素不变的条件下,增加电弧长度,则电弧电压增加,随着电压增加,焊缝宽度显著增大,而焊缝厚度和余高减小。3、焊接速度5、焊丝伸出长度伸出长度,随焊丝直径的增加而增大,一般在15—40mm之间。6、焊丝倾角焊丝后倾时,焊缝厚度和余高增大,而焊缝宽度明显减小。焊丝前倾时,焊缝宽度增加,而焊缝有效厚度减小难点5【课堂练习】【小结】【布置作业】[教学回顾]7、焊件倾斜8、装配间隙与坡口角度选择题1、下列哪种条件宜采用埋弧焊焊接?___a.厚度小于lmm的薄板b.小直径管子对接c.不规则的焊缝d.大直径厚壁筒体的环缝2、___不宜采用埋弧焊。a.碳素钢b.不锈钢c.铝d.低合金钢课后总结:重点、1)埋弧焊的特点及应用场合2)埋弧焊的焊接工艺参数•难点1)埋弧焊过程2)埋弧焊的焊接工艺参数布置课后作业::习题册填空题1—5题,判断题1—5题,选择题1—5题,问答题1、2题[教学回顾]:6教学环节教学内容备注78
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码








 柯娜先生
柯娜先生
本文标题:埋弧焊教案(何)
链接地址:https://www.777doc.com/doc-2566303 .html