您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 国内外标准规范 > 增湿塔焊缝开裂维修方案
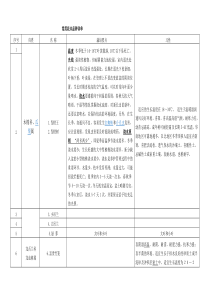
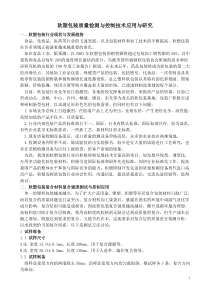
中建材富磊(上海)建设有限公司第三十三项目部1福建红火水泥有限公司5000T/D水泥生产线机电设备安装工程增湿塔焊缝开裂维修方案中建材富磊(上海)建设有限公司第三十三项目部2011年09月06日中建材富磊(上海)建设有限公司第三十三项目部1审批表编制人意见签字:(盖章)年月日项目经理部批准签字:(盖章)年月日监理单位意见签字:(盖章)年月日建设单位意见签字:(盖章)年月日中建材富磊(上海)建设有限公司第三十三项目部2目录一、工程概况--------------------------------------------------------------------2二、故障原因分析及处理-----------------------------------------------------22.1原因分析-----------------------------------------------------------------22.2故障处理-----------------------------------------------------------------3三、增湿塔焊接缝维修施工工艺--------------------------------------------33.1施工前的准备-----------------------------------------------------------33.2施工工艺及规范--------------------------------------------------------43.2.1电动吊篮安装----------------------------------------------------43.2.2保温层的拆装----------------------------------------------------83.2.3增湿塔焊接缝焊接工艺----------------------------------------8中建材富磊(上海)建设有限公司第三十三项目部2增湿塔焊接缝开裂维修施工方案一、工程概况本工程为福建清流红火水泥有限公司增湿塔焊接缝开裂维修项目,由现场实际情况分析,该塔体连接焊缝由3~5处较明显开裂漏风,塔体直径9米,垂直高度约40米,维修前需对保温材料拆装。计划维修工期为20个有效工作日,完成增湿塔焊接缝维修全部工程量。鉴于该项目施工工期紧,任务重。根据我公司多年安装实践经验,结合现场实际情况,特制定本套方案。二、故障原因分析及处理当预热器系统出现正压时,发现烟气较明显有两处从增湿塔筒体中上部保温材料处向外冒的现象。2.1原因分析增湿塔在水泥厂一般作为永久性设施对待,其壳体一般是普通碳钢板焊接结构,筒体焊接一般采用手工电弧焊。在焊接过程中,由于熔池体积小,冷却速度快,从熔化到凝固仅几秒钟,各种物理化学反应不可能进行到底,或来不及进行反应,因此常出现:焊缝化学成分偏析;焊缝出现气孔、夹渣等缺陷;焊接区加热冷却不均匀,产生残余内应力和变形。在长期使用过程中,受大量高温腐蚀性气体的影响,中建材富磊(上海)建设有限公司第三十三项目部2产生裂纹,裂纹慢慢生长,延伸到表层。2.2故障处理对焊缝开裂变形进行焊接处理过程如下:先在塔体外壁安装一套电动吊篮,便于维修作业,之后拆除保温棉;再用气割和大锤使变形钢板复位,并用拉筋固定后,准备进行焊接;焊接前用烘干箱对焊条预先烘干2h,烘干温度250℃,保温150℃,选用(φ3.2mm的J506焊条,它属酸比焊条,焊缝金属塑性、韧性、抗裂性均较好,其工艺特点是电弧稳定、飞溅小、脱渣容易、熔深适中。焊接时控制焊接电流为90-110A,必须严格保证焊接质量,除净焊渣,焊缝饱满,均匀整齐,保证焊缝隙金属与母材金属完全融合。三、增湿塔焊接缝维修施工工艺3.1施工前的准备(1)、检查施工用具设备是否符合安全使用要求(由甲方协助提供电焊机1台,氧气、乙炔1套);(2)、将现场所用的能源如:水、电接至施工目的地待用(由甲方免费提供);(3)、配设电源系统、照明设备和安全设备以及环境空气调节设备;(4)、根据设备基体结构,安装电动吊篮。中建材富磊(上海)建设有限公司第三十三项目部225kg*425kg*425kg*425kg*425kg*2前支架后支架后拉环加强绳蛔旋扣上支柱前拉环吊环前梁钢丝绳中梁后梁配重铁支架结构分解示意图正面侧面前支架正面侧面后支架3.2施工工艺及规范3.2.1电动吊篮安装3.2.1.1支架结构简图中建材富磊(上海)建设有限公司第三十三项目部2吊篮平台提升机安全锁提升机安全锁上行开关下行开关急停开关左\右提升机转换开关门锁电源指示灯电气操控箱调节座前支架调整调节座高度前梁调节座后支架调整调节座高度后梁中梁调整前后支架间距上支柱加强钢丝绳螺旋扣组件张紧加强钢丝绳钢丝绳悬挂机构定位放钢丝绳配重块3.2.1.2吊篮平台结构简图3.2.1.3悬挂机构安装顺序3.2.1.4安装过程(1)、安装前必须对进场吊篮部件进行检查核对;(2)、按安装工艺流程图将吊篮各部件运送到安装位置;(3)、悬挂机构安装:在最高位置平坦处安装悬挂机构,将配重铁全额整齐码放在承重架上,并加以固定。工作钢丝绳两吊点间间距与悬吊平台长度相同。确认悬挂机构安装合格后方可进行其他安装。(4)、钢丝绳的安装:将钢丝绳分别用U形卡扣装于悬挂机构前梁端部的心形环上,另一端沿建筑物外沿垂下地面。垂放时钢丝绳不能交叉缠绕。放至地面后分别将工作绳穿入提升机,将安全绳穿入安全中建材富磊(上海)建设有限公司第三十三项目部2锁。(5)、电气箱挂在悬吊平台的外侧,接通电源,应注意电源的相序应符合电气按钮的设置,红色为上升按钮,绿色为下降按钮。否则行程限位将失效;(6)、绳坠铁安装在钢丝绳距地面20cm的位置。安全绳必须安装绳坠铁;(7)、检查:对整体各部件进行检查、紧固;(8)、安全锁试验:首先将悬吊平台两端调平,然后上升至悬吊平台底部离地1m处左右,关闭一端提升机,操纵另一端提升机下降,直至安全锁锁绳,然后测量悬吊平台底部距地面高度差即为锁绳距离,检查其是否符合标准要求。左右两端安全锁的检查方法对称。(9)、空载试运行:启动电源,使悬吊平台在距地面2m的行程中做上下运行三次。运行时应符合下列要求:电路正常且灵敏可靠,提升机升降平稳,起动、制动正常,无异常声音,其他各部分均无异常;(10)、静载荷试验。往悬吊平台内加载配重块,使之升至离地面1m处停止,检查吊篮各部件无永性变形即可;(11)、动载荷试验。试验人员戴好安帽进入悬吊平台,将安全带系挂在独立保险绳上。试验时应使电动吊篮达到额定载荷(包括试验人员重量)。将悬吊平台升至超高限位止挡,上升电路被切断,悬吊平台自动停止上升,上限位效,再将悬吊平台下降至距地面1m处,关闭电源,试验结束;(12)、验收、交接:安装完毕后,由承租方和出租方技术、安全人员进行验收检查,检查内容应符合电动吊篮安装验收记录要求。经双方有关人员签字后方可投入使用。3.2.1.5电动吊篮移位(1)、首先将需要移位的吊篮降至平坦的地面上,将地面多余的钢丝绳松开理顺,拆卸掉钢丝绳重锤,将安全钢丝绳从安全锁内抽出。(2)、钢丝绳全部退出后,将电缆线插头拔开,松开电缆线与吊篮平台的连接。(3)、移动支架机构时首先要将钢丝绳拉至屋面上,在移动支架机构中建材富磊(上海)建设有限公司第三十三项目部2前首先要搬下一部配重铁(不能全部搬下,每个至少保留4块配重铁)以便将支架机构向后搬动,使钢丝绳靠近墙面,以便于工作人员将钢丝绳拉至屋面上。(4)、在需要移动的支架到将要安装的位置其过程中如果没有障碍物,可以将支架直接搬过去,如果有障碍物则需要对支架机构进行解体,拆散后搬运至将要安装的位置,然后在组装起来。(5)、在移支动电缆线前,首先要断开电源,防止有橡胶皮破损现发生漏电现象。电缆线垂放完毕后必须在墙角的棱角处作保护。(6)、最后进行生命绳的移动,同样在垂放完毕后必须在墙角的棱角处作保护。(7)、以上作业过程中,所有涉及临边作业的,必须配戴安全带,并且安全带与建筑物连接。(8)、支架安装完毕后,必须由工地负责进行最后检查,确认合格后,带领施工人员返回地面,进行吊篮平台的组装。(9)、首先将吊篮平台移动至施工位置,根据安装的支架尺寸组装相对应的吊篮平台。(10)、先检查两处较为明显漏风处焊缝,按照焊接工艺要求,补焊完成后,在确保工艺系统稳定情况下,降低尾排风机的转速,提高高温风机的转速,让增湿塔内产生正压,验证漏风处焊缝是否往外冒灰,不冒灰为合格。移动电动吊篮,检查任何一个可疑漏风处。电动吊篮移动时,要确保施工人员安全。3.2.1.6电气焊作业注意事项(1)、电焊机(氧、乙炔瓶)严禁放置在吊篮上;(2)、电焊地线不能与吊篮任何部件连接;(3)、电焊钳不能搭在吊篮上,应放在绝缘板上以防打火;(4)、严防电(气)焊渣溅到钢丝绳上。中建材富磊(上海)建设有限公司第三十三项目部23.2.2保温层的拆装(1)、所有施工人员进入厂部进行安全教育,高空作业人员必须持有效的高空操作证上岗,办理好一切开工手续;(2)、根据现场实际情况,系用悬挂作业平台,悬挂安全带,采用双保险措施,作业平台升降或左右移动式,施工人员在移动时确保身上的安全带不脱节。使用前应做详细检查,悬挂尼龙绳直径不低Φ20mm,必须有产品合格证;(3)、把焊接部位周围的保温材料扩大范围全部拆除,不影响焊接安全施工。3.2.3增湿塔焊接缝焊接工艺(1)、焊接缝表面要清理干净;(2)、焊接接头型式为环向对接焊缝,要求全焊透,为保证焊接质量,采用手工钨极氩弧焊打底焊接工艺;(3)、选用Φ3.2mm、E5016(J5O6)焊条进行填充和盖面焊接,J5O6低氢型焊条易采用短弧焊接,否则会产生密集气孔。其化学成份及机械性能应符合产品质量要求。焊缝厚度5~6mm。盖面层余高差小于4mm,焊缝宽度每侧增宽≤3mm;(4)、焊接完毕,焊工应认真清理干净焊缝表面的飞溅、焊瘤及污物;(5)、焊接缝的表面要做防锈防腐处理,表面打磨刷防锈油漆,和防腐面漆,再砌保温材料。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 killerkiller123
killerkiller123
本文标题:增湿塔焊缝开裂维修方案
链接地址:https://www.777doc.com/doc-2580234 .html