您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 咨询培训 > 变压器外壳的设计与加工
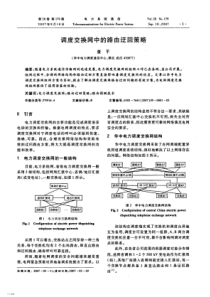
目录第1章变压器相关知识介绍..................................................................31.1变压器的原理..............................................................................31.2变压器的组成..............................................................................31.3变压器的种类..............................................................................3第2章塑件分析及注塑机选定..............................................................42.1塑件图如下...................................................................................42.2根据塑件工艺确定设计思路.......................................................4第3章模具设计....................................................................................63.1主流道设计...................................................................................63.2定模设计.......................................................................................63.3支撑板设计...................................................................................93.4排溢系统设计...............................................................................93.5推出机构设计...............................................................................93.6合模导向机构设计.....................................................................113.7内型腔设计计算.........................................................................123.8推杆设计.....................................................................................163.9温控系统设计.............................................................................17结论..........................................................................................................19致谢..........................................................................................................192变压器外壳的设计与加工摘要本次毕业设计主要是设计制造出家用电器小型辅助变压器的外壳,如今随着国人生活水平的提高,家里都配备的许多种类的电器,以方便日常生活。但是这些电器有些需要高压启动或者低压运行,国内的普通民用交流电电压不能完全符合多样化的需求。这就需要小型变压器的在220V电压下进行调节,以达到不同电器对电压的使用要求。关键词:变压器外壳高低压调节3第1章变压器相关知识介绍1.1变压器的原理与电源相连的线圈,接收交流电能,称为一次绕组与负载相连的线圈,送出交流电能,称为二次绕组一次绕组的二次绕组的电压相量U1电压相量U2电流相量I1电流相量I2电动势相量E1电动势相量E2匝数N1匝数N2同时交链一次,二次绕组的磁通量的相量为φm,该磁通量称为主磁通压器是变换交流电压、电流和阻抗的器件,当初级线圈中通有交流电流时,铁芯(或磁芯)中便产生交流磁通,使次级线圈中感应出电压(或电流)。变压器由铁芯(或磁芯)和线圈组成,线圈有两个或两个以上的绕组,其中接电源的绕组叫初级线圈,其余的绕组叫次级线圈。1.2变压器的组成变压器组成部件包括器身(铁芯、绕组、绝缘、引引线)、变压器油、油箱和冷却装置、调压装置、保护装置(吸湿器、安全气道、气体继电器、储油柜及测温装置等)和出线套管。1.3变压器的种类一般常用变压器的分类可归纳如下:1按相数分:(1)单相变压器:用于单相负荷和三相变压器组。(2)三相变压器:用于三相系统的升、降电压。2按冷却方式分:(1)干式变压器:依靠空气对流进行冷却,一般用于局部照明、电子线路等小容量变压器。(2)油浸式变压器:依靠油作冷却介质、如油浸自冷、油浸风冷、油浸水冷、强迫油循环等。3按用途分:(1)电力变压器:用于输配电系统的升、降电压。(2)仪用变压器:如电压互感器、电流互感器、用于测量仪表和继电保护装置。(3)试验变压器:能产生高压,对电气设备进行高压试验。(4)特种变压器:如电炉变压器、整流变压器、调整变压器等。4按绕组形式分:(1)双绕组变压器:用于连接电力系统中的两个电压等级。(2)三绕组变压器:一般用于电力系统区域变电站中,连接三个电压等级。(3)自耦变电器:用于连接不同电压的电力系统。也可做为普通的升压或降后变压器用。5按铁芯形式分:(1)芯式变压器:用于高压的电力变压器。(2)非晶合变压器:非晶合金铁芯变压器是用新型导磁材料,空载电流下降约80%,是目前节能效果较理想的配电变压器,特别适用于农村电网和发展中地区等负载率较低4的地方。(3)壳式变压器:用于大电流的特殊变压器,如电炉变压器、电焊变压器;或用于电子仪器及电视、收音机等的电源变压器第2章塑件分析及注塑机选定2.1塑件图如下图2-1注塑图2.2根据塑件工艺确定设计思路1.塑件材料ABS,其特点有a无定性,流动性等b吸湿性强,必须充分干燥,表面要求光泽的塑件必须长时间干燥c成型时宜取高料温,高模温,但料温过高易分解(≥250℃)对精度要求较高的塑件,模温宜取50~60℃,对光泽而热塑件模温取60~80℃,用柱塞式注射机成型时,料温5180~230℃注射机压力(1000~1400)×105P2.塑件体积V=38×38×9—36×36×8—π×22×4+0.5×15×17=2610.07材料ABSδ1=0.100%δ2=0.200%∴δ=0.15%比重:1.03~1.07拉伸强度:27.6~55.2刚度:1.38~3.45扩展率:0.27m3/s导热系数:0.293w/mk比热容:C=1.047J/kg..k密度:ρ=1050kg/m2塑件质量:m=ρv=1050×103×2610.07×1/10-9=2.791g3、模具用钢选用45#热处理正火规格φ25[δb]≤600[σs]≤355HRC[HB](149~127)E=204000热导入率1949.8w/m.k4、塑料冷却时间水冷:40℃φ=9.285、型腔确定塑料为热塑性,为了使模具简单,采用推板+顶针+推出,为提高效率采用一模四腔非平衡式布排6、注射机确定,假设工厂具有此设备,根据所需注射量采用XS—ZS—22型柱塞式注射机参数如下:额定注射量:200cm3柱塞直径:20×2mm注射压力:117MPa注射行程:130mm注射时间:0.5s合模力:250KN锁模力:250KN最大成型面积:90cm2最大开模行程:160mm模具最大厚度:150mm模具最小厚度:60mm动定模固定板尺寸:250×250mm拉料空间:235合模方式:液压7、模具厚度确定Hmin<H<Hmax绘制图校核H=155符合8、开模距确定Smax≥S=H1+H2+5~10=35+9=50mm6第3章模具设计3.1主流道设计浇注系统一般由主流道、分流道、浇口和冷料穴等四部分组成。浇注系统的设计应保证塑件熔体的流动平稳、流程应尽量短、防止型芯变形、整修应方便、防止制品变形和翘曲、应与塑件材料品种相适用、冷料穴设计合理、尽量减少塑料的消耗。根据塑件的形状采用推杆推出。由于采用复式点浇口,双分型面,分流道采用半圆形截面,分流道开设在中间板上,在定模固定板上采用浇口套,不设置冷料穴和拉料杆。图3-1主流道W=(117.9×384/32.2×0.4×106×0.2)1/3=4.814mm型腔冷却计算:A=GΔi/[3600φ(1000v)0.8/d0.2(TW—TG)(m2)]水管直径为φ10长:180mm查表φ值:10.05热焰:300000J/kg模具温度:60℃冷却水温取天然火:20℃流速为:5×10-5m/s冷却水总热面积:A=0.75㎡所需水管长度:L=GΔi/3600πφ(1000vd)0.8(TW×TQ)m3.2定模设计a确定型腔数考虑效率初步采用一模四腔7确定锁模力,成型面积校核塑件整件表面积:4×S=4×38×38mm2x面积:S`=S+S流=4×100+5768=6168mm2取6200mm2小于90cm2又注射量校核单个塑件体积:V=2610.07cm3V1=4×2610.07=10440.14V=V1rV流=4×100×2+10440.14+π×4×35=11810.1<20cm3故可取b、确定定模厚度条件:1.制件壁厚在满足结构和成型工艺条件下要求均匀一致2.结构,强度适当3.脱模强度4.承受冲击力均匀分布5.防止金属嵌件裂纹6.孔嵌件出现焊接处能得到加强7.防止薄壁处的熔接痕8.防止壁厚处缩孔9.防止刃口状部位以及薄壁处的充填不足c、强度计算W=(DL4/32EZ8)1/3B—板厚L—内宽P—压力D—腔深E—模量Z—变形W—侧壁厚度动模板采用:180×180mm符合温度校核水管长:0.18m8图3-2定模19图3-3定模23.3支撑板设计1.板厚校核:W=(5PBD4/32E7Z)1/3B=36㎜P=117MpB=45#(204000)T=180㎜D=120Z=0.1㎜得:W=15.447㎜取20㎜(见上页标意图)3.4排溢系统设计1)、利用配合间隙排气,其间隙均为:0.03~0.05㎜2)、分流道端部开设冷料穴来容纳前锋冷料以保证塑料件质量3)、由于强行脱模,本模具不开设拉料杆3.5推出机构设计为了扩大同压面积,采用推板推出推板上开有导柱孔,销孔,型芯装配孔和排气系统机构1.推板开在动模侧2.采用平板使其受力均匀3.设计四根推杆将推板推出,推杆分布均匀,使其受力均匀104.合模由推板复位,正确复位脱模力计算ΣFx=0Ft+FbSinα=FCosαFb——塑件对型芯的包紧力;F——脱模时型芯所受的摩擦力Ft——脱模力;Α——型芯的脱模斜度。又F=Fbμ于是Ft=Ap(μCosα—Sinα)而包紧力为包容型芯的面积与单位面积上包紧力之积,即:Fb=Ap由此可得:Ft=Ap(μcosα-sinα)式中:μ——为塑料对钢的摩擦系数,约为0.1~0.3;A——为塑件包容型芯的总面积;P——为塑件对型芯的单位面积上的包紧力,在一般情况下,模外冷却的塑件p取2.4
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 wohenlan
wohenlan
本文标题:变压器外壳的设计与加工
链接地址:https://www.777doc.com/doc-2616551 .html