您好,欢迎访问三七文档
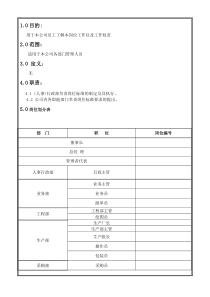
-1-釜前编组操作规程一、目的明确岗位职责工作要求及操作程序、正确使用和保养该设备。二、范围开关釜门及相关的职能人员三、步骤1、检查电气及机械设备是否正常。2、正确识别当前入釜的釜号。3、协同小行车人员放好每一模半成品胚体、打好木楔、挂好钢丝绳。编好7车14模后与小行车人员把底车停放好、协助蒸养人员检查釜前过桥是否摆放好入釜。4、通知蒸养人员一起关釜门。5、准备下一釜的入釜工作。6、安全规程参照配汽工。驻马店市天一新型建材有限公司2011年02月-2-铲车工岗位责任制一、铲车工应熟悉铲车驾驶技术、掌握铲车技术性能。启动前应进行出车前检查、确定各部位正常后可发动。二、铲车应根据使用和维护说明书、认真做好铲车的日常保养和定期保养、应及时加入或更换润滑、使铲车处于良好的工作状态。三、在工作中如发现故障应及时修理、自己能修理的要及时修理、当班铲车工应配合修理工修理正常后方可交接班。四、应准确及时加好物料任务、随时保证生产的需要、严禁混装、错装和缺料事情发生。五、驾驶人员不得随意离开工作岗位。作业时应加强安全意识、严禁碰撞、做好铲车和人身的安全工作、防范事故发生。六、认真做好料区的清洁问题、及时清扫场地、做好车辆清洁、自觉执行公司的规章制度、完成当班生产任务。驻马店市天一新型建材有限公司2011年02月-3-中控室操作规程一、目的为了明确中心控制室的工作内容,工作要求,质量要求。确保产品质量。二、范围中控室配料操作工及相关职能人员三、内容1、严格按工艺要求操作完成规定的生产浇注任务。2、严格按工艺要求掌握下料的顺序和搅拌时间。3、严格工艺操作规程,交班时一定要处理好料浆、石灰、水泥的放料阀门及管道,出口阀门,以保证下一班浇注开始时畅通无阻。4、在工作中,注意观察操作台的故障显示,对搅拌机、电子称等设备要警察检查。5、对当班出现的各类故障、缺陷要及时汇报,联系检修处理,并详细记录,交班时通知接班人员,以防不明原因而造成事故。6、随时注意配料浇注结果,按工艺要求调整配比,使浇注效果达到工艺技术要求,并力求达到最佳效果。7、在每模开始配料前要检查浇注模具是否已到浇注位置。其他各部位的设备是否具备浇注条件。8、连续浇筑过程中,要时刻注意设备运转情况,搅拌罐内有无积料,放料是否通畅,如有异常应立即排除。9、严格遵守安全操作规程。10、搞好文明生产,保持好设备及室内外的卫生,做到整洁明亮,做好交接班记录,所使用的工器具要保持完好,交接班时要交代清楚工器具的状况。工作步骤:1、操作前的检查(1)检查料浆储罐的料位情况,出料气动、手动阀门状态;(2)检查石灰及水泥料仓的料位情况;(3)检查搅拌机、空压机及其他设备的状况;(4)通知相关岗位,做好浇注准备;-4-(5)确定浇注模具已就位,铝粉计量已备妥。2、操作步骤(1)按工艺配方计量干、湿物料;(2)开始浇注搅拌机,并按先放浆料,后放干料的顺序,将计量好的物料投入搅拌机中;(3)通知律法而不工测试浆稠度,如料浆过稠要补充加水;(4)如料浆过稀,要通过当班工艺员查清楚原因、调整;(5)浆料稠度调整合格后,通知铝粉计量工放铝粉;(6)达到工艺规定的搅拌时间后,开启放料气动叠阀将料浆注入已备好的空模具中。(完成一次投料)四、工艺流程图准备工作——检查料的情况——通知相关岗位——按工艺配方计量干湿物料——开启浇注搅拌机——放入浆料——放入干物料——测试稠度——放入铝粉膏——到搅拌时间后将料浆放入模具——进行下一模浇注——文明生产驻马店市天一新型建材有限公司2011年02月-5-切割工操作规程一、目的明确切割机及废浆制作系统的操作原理步骤和注意事项,正确使用设备,延长其使用寿命,预防发生事故。二、范围切割机工及相关职能人员。三、切割机的结构工作原理1、切割机的结构切割机是由切割台、纵切机、横切机(含电机、升降机、摆动电机)、废浆搅拌机、液下泵等组成。2、切割机的工作原理翻转行车将带模具的坯体吊入切割机放到切割台上脱模退出。开到1#小车行走至横向切割机下方,定位后开启升降机切割对坯体横向切割,切割后通过液压装置将坯换至2#行走小车至吊装位置用半成品行车将切好坯体吊走。四、操作程序1、操作前的检查(1)检查切割机导轨无杂物,无障碍齿条齿轮无杂物,润滑正常。(2)检查切割机电气部分无异常,限位开关,电气按钮正常。(3)检查废浆系统正常,安全网套牢。(4)检查钢丝的情况,校对钢丝规格尺寸与任务单相符。2、操作步骤(1)启动废浆搅拌机,输送定量废水(或放入定量的自来水、河水)(2)通知翻转行车,吊坯体到切割台脱模就位(如坯体面包头过高,要提前预切割)(3)坯体的尾端要用专用工具进行预先切除以免钢丝弹出造成坯崩边。(4)启动1#行走小车向前运行,纵向通过坯体同时对坯体进行水平及纵向切割、带坯体的1#小车行走至横切机下,定位后开启横切切割机。(5)启动横向切割机的升降电机使切割机向下移动,开启摆动电机,对坯体横向切割。-6-(6)横切架带动切割钢丝对坯体横向切割,到低位后,停留一下,确认切到底后上升横切架至高位,当钢丝完全脱离坯体后停止摆动电机。(7)切好后的坯体,换至2#行走小车,通知半成品行走吊走已切好的坯体编组。(8)1#小车返回后至初始位置、准备下一模操作程序。(9)清理切割后的边角余料,经搅拌后打入废浆搅拌池备用。(10)做到工地现场的文明卫生,保持现场清洁无杂物,泥浆等。五、切割机操作程序图检查设备情况——核对切割尺寸(对任务单)——设备处于准备工作状态——检测预养室内胚体强度——将预养好的胚体推出预养室——通过翻转天车——放入切割台——预切面包头预切边角——胚体切割——制废浆——吊走切好的胚体——准备下一模切割——文明生产驻马店市天一新型建材有限公司2011年02月-7-模具涂油操作规程一、目的明确涂油工的工作内容,工作要求及职责。二、范围模具涂油及相关岗位三、内容1、负责待用模具的涂油和模具的推送工作。2、模具涂油要均匀、严禁泼油、倒油造成浪费、同时要正确使用刷油工具,要经常检查油料的稀稠,必要时可勾兑使用。3、在工作时、必须注意翻转车及及摆渡车的运行情况、严禁站在吊具下进行涂油。4、要确保胚体不粘膜,涂油后要检查模具侧板的连接处有无漏油。如有采取措施堵漏。5、保管好使用工具,不得野蛮操作或随意损坏工具。6、负责模具的清理工作,保持模具无杂物废料等。7、负责工作场地的油污清理,工作中要保持地面等处的环境整洁,文明生产。取油涂油要规范买不得造成遍地油污。8、协助翻转行车工对位,并检查模具的锁紧情况。9、负责整理废油桶,要保持放油桶处,摆放整齐,无油污。10、室外放置的油桶取完油后要盖好盖子、防止雨水灌入。11、注意防火、严禁在工作岗位吸烟或使用明火。四、岗位操作程序图准备工作——检查废油情况——领取涂油工具及废油——模具涂油——整理废油——清洗模具及场地卫生驻马店市天一新型建材有限公司2011年02月-8-配汽工工作标准一、目的明确配汽工的工作内容、工作职责二、范围配汽工及相关人员三、工作内容1、负责蒸养设备及附属设备和配气设备的安全检查和日常维修工作。2、及时完成半成品的蒸养任务及严格执行产品的蒸压养护工艺要求,做好配气工作。3、严格执行蒸养制度,控制好温升,恒温时的蒸气压力及降温速度。4、遵守劳动纪律及各项规章制度,严禁脱岗、漏岗。5、负责本班制品蒸压养护的全部记录,要做到详细、准确、字迹清楚。6、工作中要密切与开关釜门工序配合好,做好工作程序的连续。7、负责配气室内的卫生清扫工作,做到文明卫生。四、岗位操作程序图入釜——巡检各阀门的关启状态——抽真空——升温、排气凝水——恒温——降温——排污、排气、排冷凝水——排余气——开釜门(关闭所有进气阀)——关闭所有阀门——检查釜门密封圈——抽排冷凝水——文明生产驻马店市天一新型建材有限公司2011年02月-9-蒸压釜操作规程一、目的明确蒸压釜及配套设备的操作步骤,原理和注意事项,预防误操作造成事故。二、范围配汽工及相关职能人员三、工作原理及步骤1、工作原理蒸压釜是高压容器,其工作原理是产品入釜后将釜门密封,关闭所有出汽阀门。向釜内充入压力1.2-1.3MPa温度190-200oC的饱和蒸气,按工艺规定的蒸养周期,对釜内产品进行蒸压养护,制成成品。2、操作步骤(1)检查所有与釜体相连接的管道阀门应处于关闭状态,安全扳手应正常;(2)检查供应蒸气压力正常及调节阀门应正常;(3)检查釜体上的仪表及控制柜上的仪表正常;(4)打开密封釜圈的供汽阀门,送气密封釜门;(5)开真空泵冷却密封水阀,给真空泵注水;(6)开启真空泵与分汽缸连接的阀门,开启对应蒸压釜与抽真空分汽缸联通的阀门;(7)启动真空泵抽真空,开启后要注意调节抽真空速度,一定要在规定时间内达到所规定的真空度,不宜过快或过慢;(8)真空度到达后,先关闭通过釜内的阀门,然后再停真空泵关闭阀门;(9)开启分汽缸的供汽阀门向真高压釜注入蒸气;-10-(10)按工艺要求控制升温速度,要缓慢地逐渐加快;(11)当釜内压力达到0.3Mpa时,打开釜内右侧的倒顶釜圈的蒸气阀门,让釜内蒸气涨顶密封圈,然后关闭顶釜圈的蒸气阀门;(12)进行冷凝水的排放,自动疏水阀正常工作将采用自动排冷凝水如自动疏阀失灵改为人工手动疏水。手动疏水在0.3-0.5Mpa。压力之间进行;(13)当釜内压力达到工艺要求时,(一般升到1.15-1.2Mpa左右就可以)关闭送汽阀门蒸压釜处于恒温状态;(14)恒温阶段一般不用供汽,观察釜上压力表情况,如有掉压,则按工艺要求进行补压;(15)达到恒压所规定的时间后,缓慢地打开排气分汽缸上的汽阀;(16)排气时要先慢后快,要按工艺要求的速度排气;(17)同时要打开排气阀门排出混有杂质的冷凝水;(18)压力降至0.1Mpa以下时,打开釜门的排余气阀门排余气;(19)当压力表指标示为零,釜门自动联锁起跳后,方可通知开关釜门工开启釜门;(20)釜门开启时要慢开,先打开一条链,待釜内残留余气排出后方可全部打开,配汽工要监护开启釜门的操作;(21)配汽过程中配汽工要反复巡视蒸压釜的运行状态,各阀门仪表的状态如有异常马上上报或采取相应的措施;(22)要准确的记录好蒸压釜各阶段的压力和温度记录,记录要准确清晰。驻马店市天一新型建材有限公司2011年02月-11-蒸压养护工艺要求一、蒸压养护周期项目压力(Mpa)06级时间(小时)07级时间(小时)抽真空-0.05MPa0.50.5升温、升压-0.05~1.2MPa1.5~21.5~2恒温、恒压1.2~1.3MPa6~87~9降温、降压1.2~0MPa1.5~21.5~2出入釜00.50.5二、注意事项1、抽真空过程,必不可少,速度要均匀,时间不宜过快或过慢。2、升温升压速度要均匀通常控制在0.1Mpa/20分钟的速度。3、在升温至0.3Mpa时需进行排放冷凝水避免釜内上下温差过大。4、恒温恒压时,可关闭釜内进排气阀,釜内压力保持不变,但出现压力降低时需作补充蒸汽,保持釜内恒温压力。5、在整个蒸压养护过程中,应注意观察压力变化,抽真空及升压阶段应每隔30分钟观察记录一次,严禁压力跳动。6、在降压到0.3Mpa时,需及时进行冷凝水的排放以利于余气的排放。7、勿使釜内压力降至零位釜内余气排尽后,方可打开釜内。8、蒸养前先检查密封圈,若发现有裂缝或上次蒸养时釜圈漏气,应及时处理。9、每次出釜完毕要及时清理釜内残渣,进出釜时不允许钢丝绳与釜体接触产生摩擦,不允许用金属物敲击釜内釜体。10、釜内不得有积水,如有应及时清理疏水器,检查操作过程。驻马店市天一新型建材有限公司2011年02月-12-蒸压釜安全操作规程一、目的注意安全事项预防安全事故二、范围配汽工、开关釜门工及相关人员三、内容1、投用前的清扫(1)进行清扫前应将前后釜打开通风一段时间,进行工作时,釜内温度不宜过高,否则应采取措施,防止工作人员中暑和发生危险;(2)釜内流下的制品残渣必须清扫干净,并防止残渣进行排污罐;(3)检查釜底排污罐进口的网罩完好,放置妥当;(4)釜底残渣的清扫是否保证蒸压釜使用寿命的其中一项措施(
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 du0908du
du0908du
本文标题:加气块操作规程
链接地址:https://www.777doc.com/doc-2626924 .html