您好,欢迎访问三七文档
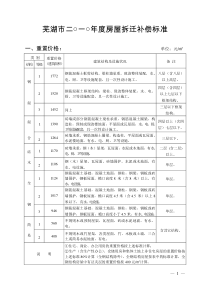
13-1冲压工艺及基本原理冲压用于加工圆孔、锥形沉孔、平头沉孔、穿孔翻边、切开成形、凸条、加强筋和成形凸台。冲裁过程利用凸模给工件施加压力,迫使工件进入凹模。随着凸模的抬起,卸料板把工件从凸模上拉下来。冲压机对模具加以固定和导向,以免凸模触及凹模或卸料板。冲裁力——冲孔需要的冲裁力取决于4个重要变量,而其它成形操作都有独特的压力计算公式;冲孔需要的冲裁力(吨)=P×T×Y×S式中:P—凸模周长。周长越大,需要的冲裁力越大T—材料厚度。厚度越大,需要的冲裁力也越大Y—材料的屈服强度系数,较硬的材料需要较大的力S—剪形系数—增大刃口斜度意味着减小冲压力剪形刃的优点——凸模端面不一定是平的,它以某个角度形成剪形面,降低了冲孔需要的压力。剪形刃磨通常应该是对称的,以避免模具承受侧向负载,因为侧向负载可导致模具弯曲变形、毛刺增多和冲孔位置不准确。在圆形冲端面上磨成凹形可以降低冲裁力,最多能降低70%,实际效果同冲头直径、凹处深度和材料厚度有关。中凹剪刀对步冲很有利,降低了冲头的最大承载能力。断裂区——仔细检查冲裁出来的孔壁,可以看到断裂区。材料在凸模的压力下发生塑性变形(弯曲)时将产生光亮的壁。一旦达到材料的屈服点,随着材料的分离而产生无光泽的粒状表面。废料排出——废料须落入废料收集箱,废料排出槽通常是倾斜的,它利用重力把废料送到收集箱。有时候废料会粘在冲头表面上,原因可能是润滑油以及冲头把材料挤入凹模时产生的真空度。如果发生这样的情况,下一个冲程将由废料13-2的表面代替冲头进行冲压,这样会损伤模具,一般来讲,严格完善模具维护程序,可以把废料置于控制之下。凸模——凸模的作用是把工件压入凹模腔。一般规则是凸模硬度大于工件硬度,但如果凸模过硬,脆硬易断,同硬度不高容易磨损的软模具一样毫无用处。氮化钛(TiN)——一般用来处理凸模并形成一层坚硬耐磨的表面,但冲模内部又有一定韧性,这样冲模外面耐磨,又不容易折断。凹模——凹模腔使材料弯曲到超过屈服点,从而导致工件同废料分离。只要模具维护使用得当,凸模决不会碰到凹模,它们彼此间隙也不会太大。这就设计模具主要考虑问题“凹凸模间隙”。通常是指凸模与凹模孔尺寸之间的差值。卸料板——卸料板使凸模与工件分离。卸料板形状是凸模不会接触卸料板。但又必须靠近卸料板。如果凸模和卸料间隙太大,工件将随着凸模的抬起而向上翘曲。同凹模配合加工的卸料板具有近似于凸模和凹模的形状。工件擦伤——必须采用正确的卸料板间隙,并注意保护卸料板表面,把凸模从材料上脱开需要力量。卸料弹簧——卸料弹簧使卸料板能够同工件分离,并使凸模穿过工件而进入凹模。如果卸料弹簧失效,凸模可能卡在工件上,导致故障停机,材料报废事小,还需增加调整机器时间等问题。冲裁时力的计算:1)冲压力:P冲=1.3P=1.3L×t×τ式中:L—冲裁件周边长t—冲裁件厚度τ—材料抗剪强度由表查出τ=440兆帕注:考虑材料厚度可能不一致,磨具刃口磨损,凹凸模间隙波动,材料性能变化,故实际冲裁时冲裁力还需增加30%。2)卸料力,推件力和顶件力:冲裁时,工件或废料从凸模上取下来的力叫卸料力,从凹模内将工件或废料顺着冲裁的方向推出的力叫推件力,逆冲裁方向顶出的力叫顶件力。目前多以经验公式计算:13-3卸料力P卸=K卸×P冲(牛)推件力P推=n·K推·P冲(牛)顶件力P顶=K顶·P冲(牛)式中:P冲—冲裁力n—同时卡在凹模中的工件(或废料数目)n=th(h—圆柱形凹模腔口高度t—材料厚度)K卸、K推、K顶分别为卸料力、推件力、顶件力系数,其值见表1表1卸料力、推件力和顶件力系数料厚K卸K推K顶钢≤0.10.065~0.0750.10.14>0.1~0.50.045~0.0550.0630.08>0.5~2.50.04~0.050.0550.06>2.5~6.50.03~0.040.0450.05>6.50.02~0.030.0250.03铝、铝合金0.025~0.080.03~0.07紫铜、黄铜0.02~0.060.03~0.09注:卸料力系数K卸在冲多孔、大搭边轮廓复杂时取上限值。3)总冲裁力冲裁时总冲压力为冲裁力、卸料力和推件力之和,这些力在选择压力机时是否要考虑进去,应根据不同模具结构区别对待:即:采用弹性卸料装置和上出料方式的冲裁模为:P总=P冲+P卸+P顶采用刚性卸料装置和下出料方式的冲裁模为:P总=P冲+P推采用弱性卸料装置和下出料方式的冲裁模为:P总=P冲+P卸+P推13-4[例]采用落料—冲孔复合冲裁垫圈(见图)计算冲裁力、推件力和卸料力。解:由表查出τ=304~373(兆帕)取τ=343(兆帕)冲裁力计算:P落=1.3π·d·t·τ=1.3×3.14×35×3×343(牛)=147013(牛)P孔=1.3π·d·t·τ=1.3×3.14×12.5×3×343(牛)=52504(牛)P冲=P落+P孔=147013+52504=199517(牛)卸料力计算:由表1查出K卸=0.03P卸=K卸·P落=0.03×147013=4410(牛)推件力计算:由表1查出K推=0.045凹模刃口直壁高h=6㎜n=36th=2P推=n·K推·P孔=2×0.045×52504=4725(牛)总的冲裁力:P总=P冲+P卸+P推=147013+52504+4410+4725=208652(牛)13-5冲裁断面与间隙关系及分类类别分类依据Ⅰ(间隙较小)Ⅱ(间隙适中)Ⅲ(间隙较大)冲件剪切面质量剪切面特征t:材料厚度塌角深度a(4~7)%t(6~8)%t(8~10)%t光亮带b(35~55)%t(25~40)%t(15~25)%t剪裂带E小中大毛刺高度h一般小一般斜度B4。~7。7。~8。8。~11。条件精度挠度f稍小小较大尺寸精度落料件接近凹模尺寸稍小于凹模尺寸小于凹模尺寸冲孔件接近凹模尺寸稍大于凸模尺寸大于凸模尺寸模具寿命较低较高最高力能消耗冲裁力较大小最小卸、推料力较大最小小冲裁功较大小稍小适合场合冲件剪切面质量、尺寸精度要求高时,采用小间隙。冲模寿命较低。冲件剪切面质量,尺寸精度要求一般时,采用中等间隙。因残余应力小,能减少破裂现象。适用于继续塑性变形的制件。冲件剪切面质量,尺寸精度要求不高时,应优先采用大间隙,以利于提高冲模寿命。13-6冲裁件质量分析(不含精冲裁)一般冲裁件质量问题原因分析防止措施剪切断面好,只有很小毛刺,断面有一定斜度。间隙合理,均匀,凸凹模刃口锋利,裂纹重合。剪切断面带有裂口,和较大毛刺的双层断面。间隙小于合理间隙,凸、凹模刃口处的裂纹不重合。修磨凸、凹模间隙。断面斜度大,形成拉断的毛刺,圆角带处的圆角增大。间隙过大,裂纹不重合。更换新的工作零件。冲孔件孔边毛刺大,落料件圆角带圆角增大。凹模刃口磨钝。修磨凹模刃口。落料件上产生毛刺,冲孔件产生大圆角。凸模刃口磨钝。修磨凸模刃口。落料、冲孔件上产生毛刺,圆角大。冲裁凸、凹模刃口磨钝。修磨凸、凹模刃口。冲件有凹形弯曲面1.凹模孔口有反锥修磨凹模刃口2.高弹性材料,落材料容易弯曲3.顶料杆与工件接触面过小更换顶杆4.固定卸料板改用弹性卸料板5.凹模孔落料的模具凹模内改用顶出装置缺口1)材料放得不正确调整定位装置2)条料宽度不够改用较宽的条料有一个孔未冲出冲裁过程中冲孔凸模折断了更换新凸模工件内孔偏移定位圈与凹模不同心改作定位圈毛刺分布不均1)凸模不同心调整凸模、凹模间隙,使其尽量均匀。2)凸模、凹模不垂直。重新调整安装凸、凹模13-7复习自考题:为了了解各自掌握冲裁知识的状况,请按以下10个问题,自我评分:1.冲裁模的一般组成部件是什么?A、冲头、接收器和废料堵塞B、凹模、卸料板和冲头C、卸料板、螺纹规和排料凸轮2.哪一种现象指示凸凹模存在对中问题?A、50%断裂区分布在冲头内壁的圆周上B、毛刺出现在工件靠凹模的一面C、光滑发亮的孔壁呈现在冲孔一面3.以下哪一种操作不属于冲压工序?A、冲孔B、挤压C、电镀D、压筋4.哪些因素限制可靠冲裁最小孔径?A、冲头强度、材料的屈服强度和凸凹模间隙B、加工图纸标注的技术条件和公差要求C、成品零件的断裂区和毛刺高度5.什么是凹凸模间隙?A、废料排出尺寸与凹模孔尺寸之比B、在定位过程中工件距模的高度C、冲头和凹模孔之间的尺寸差6.哪些因素影响冲裁精度?A、凸模和凹模的对中B、工件的刚性C、定位系统的背隙D、以上所有因素7.采用平冲头在0.134˝(25.4/寸)厚的冷轧钢板上冲直径1˝的孔,大约需要多少吨冲压力?A、5.3B、10.5C、15.88.尾顶形刃磨对冲头端面有什么影响?A、出现大量毛刺,因为顶面不宜研磨B、减少冲裁材料所需的冲裁力C、增大冲裁材料所需要的冲裁力9.在刃磨冲头的过程中退火有什么好处?A、对不良模具维修没有任何好处B、冲头越软、越容易刃磨C、只要冲头经过充分退火,下模就不会磨损10.如何判断下模需要刃磨?13-8A、冲孔数量超过10000个B、断裂区达到材料厚度的50%C、毛刺排列不一致或毛刺过多D、以上都对解答:1、B2、C3、C4、A5、C6、D7、C8、B9、A10、D题7解:P冲=1.3π·d·t·τ=1.3×3.1416×25.4×(0.134×25.4)×440=155188(N)P卸=P冲×K卸=155188×0.03=4655(N)P总=P冲+P卸=155188+4655=159843(N)≈15.97(N)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 kongx315
kongx315
本文标题:冲压工艺及基本原理
链接地址:https://www.777doc.com/doc-2637347 .html