您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 其它文档 > 冶金轧钢生产的职业病危害识别与分析1011
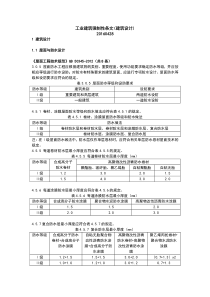
1冶金轧钢生产的职业病危害识别与分析摘要目的对冶金轧钢生产过程中的职业病危害因素进行识别与分析,确定职业病危害因素的关键控制部位与控制点,为制定与之相适应的职业病防治措施提供依据。方法采用现场调查和回顾性调查方法。结果冶金轧钢生产存在高温热辐射、噪声、毒物、放射线和粉尘。其中毒物危害主要有一氧化碳、乙炔、锰及其化合物、氮氧化物、臭氧、盐酸、硫酸、铬及其化合物、氢氧化钠、氢氧化钾、锌及其氧化物、铅及其化合物、氟化物、甲苯和二甲苯、沥青、三氯乙烯、氮气、二氧化氮、丙烯酸、乙酸乙脂和聚偏氟乙烯。这些职业病危害因素分布在冶金轧钢工艺过程的不同过程。结论冶金轧钢系统职业病防治工作应从上述职业病危害因素入手,加强职业卫生管理,按照职业病防治法的要求,建立健全作业环境职业病危害因素的监测、职业健康监护系统,加强职业病防护设施的使用、监督与管理。冶金轧钢生产是冶金生产的后续产品生产过程,我国许多大型钢铁厂已拥有国际上先进的连续轧机,如:宝钢、鞍钢、武钢等,这些钢铁厂的轧钢工序,作业环境条件有大幅度提高,现场作业人员少,机械化、自动化程度高,多数作业环境中的职业病危害因素浓度已降低到国家标准以下。但还有部分钢铁厂为五六十年代水平或国外早已淘汰的轧机,轧钢装备落后,工艺不合理,在线作业工人多,采用多次加热工艺,精整工艺落后,轧件温度高,冷床区、酸洗区蒸气、酸雾弥漫,工人作业频繁,劳动条件差,职业危害较严重。因此,为了进一步做好2冶金轧钢生产的职业病防治工作,对其存在的职业病危害因素进行识别与分析具有十分重要的意义。1方法与内容采用现场调查和回顾性调查方法,对冶金轧钢生产的工艺、生产活动、生产原辅料及其产品和既往现场测试数据进行识别与分析。通过现场卫生学调查收集如下材料:①鞍钢、武钢和本钢焦化生产工艺、生产活动及不同岗位作业标准及操作规程;②历年不同岗位作业环境空气中职业病危害因素监测结果。2结果轧钢厂按使用的轧钢机形式和生产的钢材品种分类。一是初轧厂或轧钢开坯车间(将经加热的钢锭轧制成供下一步成材轧制所需的钢坯);二是成品轧材厂或钢材轧制车间(将钢坯或炼钢厂供给的连铸坯轧制为成品材或半成品材,它们又可分为型材、板材和管材轧制);三是钢材表面处理和加工厂,包括镀锌、镀锡、复合、有机涂层和其它特殊材料加工厂或车间。2.1生产工艺与生产活动2.1.1生产工艺轧钢系统的原料来源于炼钢系统的热钢锭或连铸坯。初轧是炼钢系统无连铸工艺情况下,将炼钢的钢锭脱模,在经均热、加热后轧制成符合要求的钢坯的过程。连铸坯(钢锭)经二次加热后进入不同种类的轧钢机,轧制成不同类型的钢材。轧钢生产工艺流程见图1。按其工艺流程轧钢系统的工艺类型:3连铸坯或钢锭→均热炉→加热炉→轧钢机组→精整→表面处理→成材图1轧钢生产工艺流程示意图包括:开坯生产、型钢生产、热轧板生产、冷轧薄板生产、线材生产、无缝管生产和焊管生产等。对于新型、先进的连铸连轧设备,已将炼钢铸锭和初轧过程合并处理,形成一条连续的生产线,不需单独的开坯生产处理,即可获得符合要求的钢坯。对于一些老的生产工艺,其开坯生产过程为:使用由燃油或煤气作为燃料的均热炉、加热炉,将炼钢连铸坯(或钢锭)均匀加热到一定温度后出炉,经初轧机对连铸坯(或钢锭)进行压力加工,改变其形状,再由剪切机、切割机、砂轮及冷却等机具对钢坯形状和表面质量进行加工处理,获得符合要求的钢坯。对于其它类型的轧钢生产,其工艺过程大致相同。属于热轧工艺过程的生产包括:型钢生产、热轧板生产、线材生产、无缝管生产等(本节内容不含焊管生产)。这些类型的生产过程,都需要将钢坯经过均热炉、加热炉、不同类型的轧钢机组(包括粗轧机组和精轧机组)、冷却、剪切、精整、表面处理(包括酸洗、退火等处理)等工艺过程,获得符合需要的钢材。不同的是型材、板材、管材、线材等的生产,是使用不同类型轧钢机轧出不同形状、不同物理特性的钢材。而冷轧生产工艺,不经过均热炉和加热炉的加热过程,经过酸洗处理的热轧钢板卷材通过冷轧加工制成更薄更平的产品。与热轧加工相比,冷轧过程会使钢板变硬,因此冷轧板必须首先在退火炉内加热以使其更适于模锻,将冷轧板卷堆积在底座上,用外罩罩住板卷堆以控制退火过程,然后4将退火炉放下盖住已罩好的板卷堆。钢板经退火过程软化之后,用平整轧机使钢板具有所需要的均匀性、冶金特性和表面光洁度,产品可成卷发运至用户;或进一步修边或剪切成定尺长度。2.1.2生产活动轧钢生产活动依据其生产工艺类型不同其生产活动略有差异。按其生产工序包括轧制原料、金属轧制、酸洗、金属材料涂层、金属材料处理、精整、金属材料拉拔、钢丝绳制造等生产活动。轧钢的主要生产活动包括轧钢原料钢锭、钢坯的表面处理、转运,加热炉的上料、加热、出炉和清渣等,钢坯的初轧、精轧、矫直、剪切及表面处理等活动。2.2职业病危害识别轧钢作业职业病危害因素主要有高温热辐射、噪声、毒物、放射线和粉尘等。轧钢厂的高温热辐射主要来自于各种均热炉、加热炉、退火炉等的加热过程和热钢坯(材)的传送过程;噪声多来自于轧机轧钢、钢坯(材)的剪切等作业,其声源多、分布面广;毒物主要来自于加热燃料的泄漏,钢坯(材)的表面处理过程中使用的有毒物质,轧制机械润滑等使用的各种干油、稀油类等(见表1);放射性危害主要来自钢坯、板材等厚度、分子物理性状的检测等;粉尘主要来自于热轧板卷的焊接、炉渣的处理、钢板的检查修磨,铅烟(尘)产生于热处理的淬火、钢丝绳生产过程中的铅锅,锌烟、铝尘等。表1~表7列出了某大型钢铁公司2001年以来的冷轧、无缝、厚板、型材、线材和连轧6个轧钢生产不同岗位的高温、噪声、粉尘和一氧化碳的测试结5果。生产过程中产生的具体职业病危害因素及存在部位见表8。2.3职业危害特征轧钢系统的生产工艺并不十分复杂,职业危害主要为噪声、高温热辐射、一氧化碳、电离辐射等。由于轧钢产品依据市场需求,对其形状、表面处理有特殊的要求,尤其表面处理技术的发展为钢材市场的发展带来了广阔前景。事情的发展总是利弊并存,表面处理技术的发展给轧钢系统的生产环境带来了许多比较复杂的职业卫生问题,增加了许多职业危害的产生。下面就其主要职业危害程度作以简单介绍。2.3.1危害分级根据某大型钢厂1993年对轧钢系统各种职业病危害因素的危害程度分级结果,轧钢系统的主要职业危害为高温热辐射、噪声、毒物和粉尘。轧制原料、金属轧制和精整工序的高温危害比较重,除线材轧钢、无缝精整、硅钢机械、薄板检修和线材机动危害程度为Ⅰ级以外,其他工序的高温危害均在Ⅱ级以上。噪声危害以热锯岗位为最严重,危害程度达Ⅳ级,其次为轧钢和精整,危害程度为Ⅱ~Ⅲ级。粉尘危害比较轻,危害程度除半连轧加热区、硅钢轧钢沥青、注油、前卫作业区和冷轧加热操纵区达到Ⅰ级危害外,其他作业区均为0级危害。毒物危害比较复杂,有金属危害、酸碱危害、一氧化碳危害、有机溶剂危害、沥青烟危害等,有些危害尚未进行危害程度分级。2.3.2危害特征轧钢系统根据生产工艺特点,在其连铸坯加热过程产生高温热辐6射、一氧化碳,轧钢机轧制过程中产生噪声,以及金属表面涂层生产过程中产生的以锌、铅、铬及铬酸盐、酸碱和轧钢原料或半成品处理过程中产生的锰及电焊烟尘等为代表的多种职业病危害因素。由于短期高浓度(强度)接触或低浓度(强度)慢性长期接触上述职业病危害因素,可能产生包括职业性中暑、噪声聋、一氧化碳中毒、乙炔中毒、锰及其化合物中毒、铬及其化合物中毒、金属(锌)烟热、铅及其化合物中毒、酸中毒、甲苯和二甲苯中毒、电焊工尘肺以及急慢性射线病等职业病危害类型。轧钢的危害特征主要表现为偶有急性中毒、职业中暑事故的发生,电焊工尘肺、慢性铅、锰中毒也有病例发生。表1轧钢系统毒物的主要来源设备或工艺产毒种类和过程加热设备一氧化碳等有毒气体轧制工艺薄板轧机沥青油润滑,钢管轧制油脂石墨润滑,冷轧用油乳化液,冷拔用铅、铜、石墨、二硫化钼等软质金属或树脂涂料等轧制机械润滑各种甘油、稀油类,有的需添加含硫氧化物、氯化物、磷化物等特殊轧制工种复合板使用橡胶、树脂、聚氯乙烯和塑料等变压器油多氯联苯轧制去除铁皮部分中板、钢管轧制使用撒盐等去除铁皮、灰等镀锡、锌、铬、镍、铅等镀层检测电解液和钝化处理等使用铬酸、铬酸盐、铬酐、7苯酚璜酸、氟化物,铅电解、铅浴,表面含铬层和铬氧化膜等涂层、涂油、涂漆硫氰化胺等氰化物着色镀锌使用醇酸类、环氧系列、丙烯基涂料等;涂料使用磷酸盐类、树脂类;涂油使用沥青系、石油系或润滑油系等合成油类酸碱洗酸碱雾热处理氮、氢等保护气体表2冷轧薄板生产不同岗位主要职业病危害因素测试结果工序岗位名称粉尘(mg/m3)CO(mg/m3)噪声〔dB(A)〕温度(℃)相对湿度(%)热辐射(J/cm2.min)风速(m/s)轧钢原料开卷--9133.453.6-0.35焊接5.44-8531.152.1-0.36酸洗酸洗---34.653.7-0.23轧钢冷轧主控台---25.250.8-0.31冷轧主轧3.12-9633.352.8-0.34钢材热处理装出炉2.6416.678533.346.21.260.13司炉-20.83-34.444.41.200.33轧钢精整精整2.72-94----精整操纵--74----冷轧剪切1.04-102----冷轧剪切操作--94----冷轧包装--84----成品指挂吊5.40------注:“-”为未进行测试,表3、表4、表5、表6、表7同。表3无缝钢管生产不同岗位主要职业病危害因素测试结果工序岗位名称粉尘(mg/m3)CO(mg/m3)噪声〔dB(A)〕高温温度(℃)相对湿度(%)热辐射(J/cm2.min)风速(m/s)加热装出炉1.883.459642.632.416.01.0装炉操作1.44--24.272.02.91.2轧钢轧管穿孔2.15-10339.041.34.20.3轧管3.96-9038.242.58.61.2轧管均整4.04-9235.034.55.90.9锤头3.147.00100----定尺2.10-9935.039.510.10.5轧钢精整矫直2.40-9035.079.0-0.7指挂吊1.20------8表4厚板生产不同岗位主要职业病危害因素测试结果工序岗位名称粉尘(mg/m3)CO(mg/m3)噪声〔dB(A)〕高温温度(℃)相对湿度(%)热辐射(J/cm2.min)风速(m/s)轧钢原料上料2.13------加热装炉-2.50---9.5-装炉操作1.64--24.048.4-0.2出炉1.883.759438.050.410.50.4轧钢厚板主轧2.33-9833.445.07.01.4厚板副轧1.15-8424.444.63.50.2厚板控冷1.11-9232.649.2-0.9轧钢精整精整--35.241.2-0.3厚板矫直4.84-97----热矫操作1.60-9425.742.35.30.3厚板冷床0.97-9036.440.4-0.3厚板组合剪-100----厚板垛板吊1.50-----表5型材生产不同岗位主要职业病危害因素测试结果工序岗位名称粉尘(mg/m3)CO(mg/m3)噪声〔dB(A)〕高温温度(℃)相对湿度(%)热辐射(J/cm2.min)风速(m/s)轧钢原料上料---32.567.1-0.6加热装出炉4.6517.59037.045.014.20.3装炉操作1.050.08525.076.5-0.3轧钢型钢轧钢3.24-9537.548.011.30.5型钢操纵1.70-8827.572.61.20.4飞剪--11634.045.0-0.4吊车---35.060.0-0.2大型缓冷--80----轧钢精整矫直--11833.375.00.90.8矫直操纵--9831.080.2-0.3冷床---33.087.0-0.4指挂吊5.31--31.086.0-0.7轧钢成品指挂吊---31.045.15.91.5表6线材生产不同岗位主要职业病危害因素测试结果工序岗位名称粉尘(mg/m3)CO(mg/m3)噪声〔dB(A)〕高温温度(℃)相对湿度(%)热辐射(J/cm2.min)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![[管理沙龙]成为领导(系列汇总)](/doc-631227.png)


 gz0552
gz0552
本文标题:冶金轧钢生产的职业病危害识别与分析1011
链接地址:https://www.777doc.com/doc-2638033 .html