您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 其它文档 > 制样条件对高抗冲聚苯乙烯冲击强度的影响
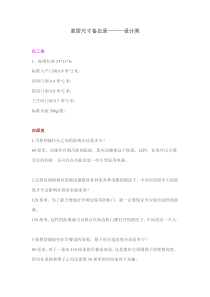
制样条件对高抗冲聚苯乙烯冲击强度的影响赵玉梅制样条件对高抗冲聚苯乙烯冲击强度的影响摘要通过对高抗冲聚苯乙烯的注射条件、缺口加工、测试环境和取样方式这几方面进行的试验,分析了这些条件对聚苯乙烯悬臂梁冲击强度的影响。当注射温度为220℃、注射压力为64%、模具温度为45℃、保压时间为60s、刀速为75m/min、进样速度为80mm/min、缺口加工为状态调节后测试前、刀具的使用次数不超过500次时,为高抗冲聚苯乙烯的最佳制样和测试条件。并对相关标准的制定以及热塑性塑料的成型加工提出一些建议。关键词高抗冲聚苯乙烯悬臂梁冲击强度注射温度模具温度状态调节注射压力1前言高抗冲聚苯乙烯(HIPS)树脂是一种重要的热塑性塑料,具有优良且均衡的韧性、坚硬度和可加工性,适用于家具、玩具、包装、家用器具、家用电器部件、录音和录像带、餐具、电冰箱和真空成型包装等。作为聚苯乙烯产品的一个重要指标,其冲击强度的大小与制样技术和测试环境紧密相关[1,2]。2试验部分2.1试验样品广州石化生产GH660HIPS树脂2.2主要仪器设备IS55FPA型注射机;892型悬臂梁冲击仪;22-05型缺口加工机。2.3试验步骤采用一次注射成型,执行标准:GB-18964.2-2003,每批次样品连续注射12个样条,状态调节48小时,随机抽取9个样条加工V型标准缺口,取中间7个样条进行测试,取平均值,测试标准:GB/T1843-1996。3结果与讨论3.1注射条件对悬臂梁冲击强度的影响在HIPS的注射成型过程中,融体温度,注射温度、注射压力及注射速度,保压时间,模具温度,对冲击强度的测定结果有至关重要的影响[2],对以上各种参数,分别进行考察。3.1.1注射温度对于具有不同的融体流动速率的样品来说,控制温度范围在结晶温度与分解温度之间,但同时需要控制树脂在高温状态下的停留时间,以防发生降解[2~4]。改变喷嘴温度和各段温度,考察温度的变化对冲击强度的影响。由于喷嘴的温度与各段温度有一定的相关性,故同时改变喷嘴以及各段温度。在以下五种状况下测定的悬臂梁冲击强度结果见表1。表1不同注射温度下的悬臂梁冲击强度温度状态注射温度/℃测定结果(KJ·m-2)喷嘴温度一段温度二段温度三段温度A2102102002009.03B2202202102108.88C2302302202108.56D2402302302208.42E2502402402208.54从表1可见,冲击强度随融体温度的升高而略有降低。这是由于HIPS树脂在注射成型的过程中,树脂分子链的热运动随着融体温度的升高而加快,发生了热降解而使得树脂平均分子量降低,导致材料的机械强度下降。因此,在保证注射完整样条的前提下要尽量选择较低的温度。但在状态A下,由于注射温度过低而使得喷嘴极易堵料,样条在冲击过程中呈胶断状而变形严重,直接影响测定结果,因此,选择状态B。3.1.2注射压力在注射温度和注射速度保持不变的情况下改变注射压力以及各辅助段压力,考察注射压力对冲击强度的影响[2,5]。同样选择以下五种压力状况(见表2):并以注射压力的变化来考察对冲击强度的影响,结果见图1。表2各段压力%状态注射压力辅助压力1段2段3段A60343416B64363618C66363220D68383625E74503930注:压力为注射机满量程的百分数,以下同。8.708.808.909.009.109.204045505560模具温度/℃冲击强度/KJ·m-28.888.928.969.009.049.089.126062646668707274注射压力/%冲击强度/KJ·m-2图1注射压力与悬臂梁冲击强度关系曲线从图1可以看出,随着压力的增大,冲击强度有逐渐减小的趋势。由于随着压力的增大,高聚物融体在充模时受到的剪切应力增大,使得融体黏度下降,其流动性增大无疑有利于注射加工,减小了树脂样条内应力;由于在注射方向上的定向作用增强,而使得样条在垂直方向上容易发生应力开裂。而在随后对样条的缺口进行加工时,是与样条的注射方向相垂直的,这是造成冲击强度下降的主要原因,而缺口加工对冲击强度也有很大影响,这将在下文进行论述。另外,当注射压力增加到68%时,样条飞边较大且较难顶出模腔;当压力增加到74%时,注射样条飞边突出且中间平行部分含有气泡,在进行冲击时呈铰链状,故最佳注射压力应为状态B。3.1.3模具温度模具温度影响样条在模腔中的流动和冷却,对冲击强度的影响相对较大。在保证样条脱模时不致扭曲变形的前提下,应适当选择较低的模具温度[1]。但模具温度太低,可能导致冷却速度过快,树脂分子链松弛不足,残余的内应力使得样条容易开裂。分别考察模具温度对冲击强度的测定结果的影响,结果见图2。图2模具温度与悬臂梁冲击强度关系曲线由图2可知,在45℃模具温度下的冲击强度为最大。3.1.4保压时间保压时间对样品的冲击强度也存在一定的影响,以保证样条在脱膜时不引起变形为原8.408.608.809.009.209.4030405060708090100保压时间/s冲击强度/KJ·m-28.308.408.508.608.708.808.90606570758085刀速/m·min-1冲击强度/KJ·m-2则,在样条收缩允许波动范围内,分别考察了从30s到100s的保压时间对冲击强度的影响,结果见图3。图3保压时间与悬臂梁冲击强度关系曲线从图3可以看出,当保压时间为60s时,样品的冲击强度达到最大。3.2缺口加工和测试环境对测定结果的影响3.2.1缺口加工在铣缺口时选择不同的刀速和进样速度,与冲击强度的测定结果关系见图4。图4缺口加工刀速与悬臂梁冲击强度关系曲线从图4可以看出,当刀速和进样速度分别为75m/min和80mm/min时,冲击强度为最大。由于在缺口加工过程中,一般为9个样条并列进行加工,当刀速和进样速度提高时,铣刀和样条间摩擦力增大,温度升高可能导致样条树脂重新融化后流入铣过的样条缺口顶端,使得缺口处曲率半径和厚度增大,应力集中的程度减小,因而冲击强度增加。可见,缺口的加工速度对冲击强度的影响是比较明显的。而当刀速和进样速度分别达到85m/min和90mm/min时,可以观察到样品存在明显的裂痕。另外,缺口加工时机的选择对样品冲击强度也有较大的影响。样条在注射完成后进行缺口加工和样条在进行状态调节后测试前进行加工时,冲击强度测试结果见图5。8.408.608.809.009.209.4012345样品编号冲击强度/KJ·m-2新铣刀使用超过500次铣刀8.508.608.708.808.909.009.1012345样条编号冲击强度/KJ·m-2状态调节后铣缺口铣缺口后状态调节图5缺口加工时机对冲击强度的影响由图5可见,状态调节后进行缺口加工比注射后缺口加工测试结果要大。3.2.2铣刀使用时间铣刀在使用一段时间后,对测定结果也存在一定的影响。将使用约500次的铣刀与新铣刀加工缺口后的样条进行冲击强度测试,结果见图6。图6新旧铣刀对冲击强度的影响可见,铣刀的使用时间对测定结果的影响是比较显著的。在现行的标准中,对铣刀的刀速和进样速度并未进行明确规定,这无疑会对测试结果产生一定的影响。但由于测试结果对铣刀依赖性较强,而由于铣刀价格昂贵,购置渠道单一等原因,无法做到及时更换铣刀,从而造成测定结果偏低。3.3取样方式对悬臂梁冲击强度的影响[6]在悬臂梁冲击强度的测试标准中,规定了两种取样方式,一种为哑铃型多用途A型样条,成型后加工为冲击样条;一种为B型专用冲击样条。样条尺寸如图7a、b所示。(a)A型多用途样条(单位:mm)(b)B型标准冲击强度样条(单位:mm)图7不同取样方式的样条(单位:mm)选择两种不同样条,在同一台冲击仪上进行测试,测试结果见表3。表3两种不同样条的冲击强度KJ·m-2样品标号A型多用途样条B型标准冲击样条偏差/%110.449.757.09210.449.727.43310.349.676.93410.329.745.87510.269.587.09从表3可以看出,以A型样条测试冲击强度均高于B型样条测试结果,二者之间的相对误差为5.87%~7.43%。这是由于这两种样条在注射成型过程中,注射浇口截面积截然不同,注射浇口截面积较大的A型样条充模速度高于B型样条,有利于树脂的取向,增强了大分子之间的作用力,表现为冲击强度的提高。4结论通过以上分析可知,HIPS悬臂梁冲击强度受到其融体流动速率,注射温度、压力和测试环境的影响,另外缺口加工条件对测试结果影响也较大。根据我厂实际的制样和测试条件,本文给出了最佳制样和测试条件见表4。表4最佳制样和测试条件汇总试验参数最佳条件注射温度(/℃)220注射压力(%)64模具温度(/℃)45保压时间(/s)60刀速(m/min)75进样速度(mm/min)80缺口加工状态调节后测试前刀具使用次数≤500次由于有些条件在测试标准中并没有明确给出,为使测试结果更加准确,对HIPS悬臂梁冲击强度制样和测试过程中应注意事项和相关标准的制定提出一些建议如下:80.0010.004.0010.0080.004.00注射成型温度应根据塑料本身性能选择在尺寸和性能波动范围内;缺口加工时机和加工速度对结果影响很大,建议在标准中明确规定;建议采用A型多用途样条进行悬臂梁冲击强度测定;供应部门要及时保证新铣刀的供应。参考文献:[1]周维祥.塑料测试技术.北京:化学工业出版社,1999.62~77[2]黄锐.塑料成型工艺.北京:中国轻工业出版社,1993.285~307[3]ISO180-1993,塑料悬臂梁冲击强度的测定.塑料工业国际标准.中国轻工业出版社,1995.28~37[4]GB/T1843-1996,塑料悬臂梁冲击试验方法.国家质量监督检验检疫总局.1~6[5]GB18964.2-2003,模塑挤出材料制备和性能测定,国家质量监督检验检疫总局.1~7[6]ISO3167-1993,塑料-多用途试样.塑料工业国际标准.中国轻工业出版社,1995.335~338
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码








 40922250
40922250
本文标题:制样条件对高抗冲聚苯乙烯冲击强度的影响
链接地址:https://www.777doc.com/doc-2667893 .html