您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 资本运营 > 六辊可逆冷轧机组轧辊常见缺陷分析及改善2
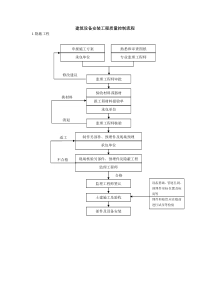
1六辊可逆冷轧机组轧辊表面剥落原因分析及改善摘要:以六辊可逆冷轧机组为研究对象,介绍常见轧辊的缺陷,主要是轧辊的表面剥落缺陷。从轧辊的使用、磨削、检测等方面,提出了相应的预防措施和消除措施.关键词:轧辊、剥落、措施THEANALYSISANDIMPROVEMENTFORTHECAUSATIONOFROLLERSURFACEPEELINGOFFOFTHESIX-ROLLREVERSINGCOLDROLLINGMILLAbstract:ThisthesistakestheSix-rollReversingcoldrollingMillgroupasitsobjectofstudy,itintroducesthecommondefectoftheroller,mainlyforthedefectofpeelingofffromthesufaceoftheroller.Ontheotherhand,itproposestheproventionandeliminationmethodsaccordinglyfromseveralaspectssuchastherollerusage,grindinginspectionandetc.keywords:roller,peeloff,method前言:轧辊是轧机的重要部件,轧辊的质量好坏直接影响轧机的运行,影响产品的产量质量和成本,冷轧过程中,轧辊表面承受着很大的挤压应力和强烈的磨损,高速轧制时,卡钢、过烧等会出现一些质量问题和质量缺陷,会造成辊面裂纹,因此,冷轧工作辊应具有极高而均匀的硬度,一定深度的硬化层,以及良好的耐磨性与抗裂性。以保证轧辊的使用要求和质量要求。所以分析轧辊缺陷产生的原因以及如何控制轧辊质量显得非常重要,本文将从轧辊的合理使用,合理磨削,改善轧制条件加强检测等方面研究控制轧辊质量,并对轧辊的常见缺陷提出相应的预防和纠正措施。1、使用情况广东华美集团有一台1450六辊可逆冷轧机组,2006年5月份安装并试运行,在试生产过程中,由于轧辊使用不当及轧制工艺条件不成熟,造成了轧辊事故率多,消耗高,另一方面因换辊的频繁,降低了轧机有效作业率,影响了小时产量和产品质量。2、轧辊常见缺陷轧辊的主要缺陷有辊面剥落(掉肉)及辊面磨损和辊身断裂,其中辊面剥落是轧辊常见的缺陷和轧辊报废的主要原因。3、轧辊辊面剥落的形成原因3.1一个是辊面产生裂纹向内部扩展,最终造成剥落。轧制过程中金属变形同时产生大量的热。正常轧制时,热量产生过程较为均匀并通过乳化液冷却后带出,对轧辊表面不会产生大的影响.轧制事故,包括粘钢,打滑,跑偏叠轧,断带等等情况发生时,局部过多的热量就会对轧辊表面产生热冲击。锻钢冷轧辊一般由Cr合金钢经过淬火及低温回火制成.低温回火的温度通常不超过170ºC,发生粘钢等重大事故时,轧辊表面局部温度可以达到800ºC甚至更高。轧辊表面受热后,马氏体基体会分解成碳化物和铁素体,体积收缩,造成表面局部的拉应力,诱发表面裂纹;即使裂纹没有立即产生,热影响区的强度也会大大降低,这样的辊如果进入轧制工况,也会产生软区和疲劳裂纹,这是轧辊表面裂纹的主要来源,也是最常见的轧辊缺陷产生原因。图1图2为出现粘钢故障和打滑后工作辊表面出现的缺陷情况,可以看出,缺陷的颜色与其他地方差距很大,主要是粘钢和打滑后产生的大量热量将局部辊面相当于进行了回火,造成了辊面性能的不均,如果不及时消除这种缺陷继续使用的话,很容易造成辊面的剥落,甚至报废。图3是一种更为严重的粘钢事故造成的轧辊剥落,图4是一种轧辊表面裂纹缺陷,用肉眼根本无法看出和识别只有借助无损探伤仪才能发现。2图1:在粘钢轧机故障时产生的软点(局部回火温度过高)“暗”区比基体组织软表面用20%的硝酸乙醇腐蚀液剂浸蚀。图2:因打滑所产生的磨擦热,在轧辊上形成的软点“暗”区比基体组织软表面用20%的硝酸乙醇腐蚀液剂浸蚀。图3:热冲击(更严重的热裂纹形式)产生的剥落通常是因为轧机故障(粘钢)等现象而产生的3图4:在磁粉探伤显示下的冷轧机工作表面热裂纹现象3.2二是由辊身淬硬层内部的缺陷起源引起裂纹,并发展到表面引起的剥落,由于轧辊在冶金过程中近表面存在夹杂或其他缺陷作为裂纹源而引发的轧辊剥落。在轧辊表面的典型夹杂,是能够看得见的,为纵向主轴的不规则形状。其长度可为0.05mm~5mm(0.002”~0.020”)。清除夹杂材料后的留在轧辊表面上的“孔”表现粗糙,如图5和图6。图5轧辊表面的夹杂(50X)。图6图5中所示夹杂的放大图(200X)。4、预防辊面产生裂纹的措施4.1在使用方面首先优化轧辊的更换周期,大量的资料表明,轧辊更换周期的长短直接影响轧辊的消耗,影响轧辊产生缺陷的几率,轧辊更换过于频繁,会过多的占用生产时间,造成有效作业率降低,生产产量降低,同时辊耗升高成本增大,反之轧辊更换周期过长,服役时间过长,会加剧轧辊疲劳,容易引发疲劳裂纹,同时对控制带钢板型控制带钢尺寸精度造成一定的影响,华美公司经过大量的数据积累和经验摸索,将原来的更换周期调整如下:工作辊由原来的工作8小时调整为6小时,中间辊由原来的工作36小时调整为24小时,支撑辊为1个月,调整后的轧辊,工作状况明显改4善。其次在使用过程中,冬天采取了一些措施:下机后的轧辊立即用棉被覆盖,减少温差的过大造成热应力;上机前的轧辊(主要是指工作辊和中间辊)进行线外预热;上机轧辊必须对辊面进行擦拭,减少异物硌伤轧辊;每班在换辊过程中抽辊必须检查喷嘴的堵塞情况,保证辊面各处冷却均匀。在乳化液控制上也进行了调整,主要是增大了浓度,保证充分的润滑和轧制的顺利;增大了乳化液的流量,使轧辊得到充分的冷却,减少轧辊的热应力;加大乳化液的维护,磁过滤系统充分发挥作用,有效清除乳化液内部的铁粉含量,减少轧辊的软点生成,定期对板式过滤机进行过纸,净化乳化液,定时定量添加轧制油和去离子水,确保乳化液指标的稳定等等一系列措施,充分发挥乳化液的润滑和冷却作用,对减少轧辊事故起到了很好的作用。4.2磨削方面冷轧辊磨削的主要目的是:1)通过磨削轧辊消除轧辊辊面的疲劳层;2)消除加工硬化层或应力集中造成的表面微裂纹;3)使辊面硬度均匀;4)同时保证辊面有一定的粗糙度。所以磨削质量的好坏直接影响轧辊的质量和运行质量,磨削量是一个重要的指标,磨削量过大,会增加磨辊工作量,重要的是辊耗升高;磨削量小,轧辊的疲劳层不能完全消除,表面微裂纹继续存在,容易引起轧辊辊面剥落,不能起到磨削的目的。根据生产实际情况和大量数据的积累摸索,最终确定轧辊的磨削量为:正常下机的轧辊,工作辊0.15-0.2mm,中间辊为0.5-0.6mm,支撑辊为1.0mm以上,非正常下机的轧辊是将缺陷磨尽再按照正常下机的轧辊进行磨削;同时也调整了磨削的辊面粗糙度,由原来的0.3um改为现在的0.7um,以改变轧制摩擦系数,减少带钢打滑现象。4.3检测方面我们配备了超声波探伤仪,用于检测轧辊表面、近表面和深层的裂纹,包括了使用过程中造成的表面微裂纹,轧辊制造中内部的夹杂缺陷以及裂纹缺陷,因为轧辊是否有缺陷,光由肉眼观测是不够的,有时是根本不能发现的,尤其是遭遇轧制事故,表面受到过热冲击的轧辊,经常会没有明显开裂,但轧辊表面已经有损伤,如热影响区和微裂纹,这些缺陷只有通过表面探伤的方法才能够将其检查出来.通过检测,有效的减少了因裂纹继续扩展造成的辊面剥落,避免了因轧辊制造缺陷如内部裂纹和夹杂等造成的轧辊事故,对于事故辊经过表面探伤后,对缺陷部分要求在磨削时全部磨尽,再按正常下机辊进行磨削,直到再次检测没有裂纹为止,应该说轧辊探伤不仅对轧辊的缺陷和表面疲劳层是一个消除作用,同时对摸索合理的轧辊磨削量也有一定的好处,通过检测有效避免了缺陷辊的继续上机使用,杜绝了因此造成的轧辊辊面剥落。4.4轧制工艺的优化在生产过程中我们根据不同厂家的热卷原料情况和带钢的性能状况,制订合理的轧制工艺,尽力使各道次的压下趋于均匀,轧制力基本相当,减少因负荷的过大造成轧制事故损伤轧辊;同时对一些好的生产小窍门进行推广,比如带头入钳口方法,轧制过度段的调整法等等,都对减少轧制带钢跑偏和轧制事故有很大的效果,减少了生产事故和轧辊事故的发生。5、结论通过以上原因分析和有效措施的采取,轧辊事故明显减少,表面剥落缺陷近一年内没有再发生,辊耗也得到了有效降低,取得了很好的经济效益。参考文献[1]杨利波,周涛等HC可逆冷轧机轧辊失效改进措施的试验研究钢铁,2006.5[2]王春杰浅析冷轧辊表面剥落原因及改善江苏冶金2001.3
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 xindian001
xindian001
本文标题:六辊可逆冷轧机组轧辊常见缺陷分析及改善2
链接地址:https://www.777doc.com/doc-2674279 .html