您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 低碳钢薄板埋弧焊焊接工艺参数试验
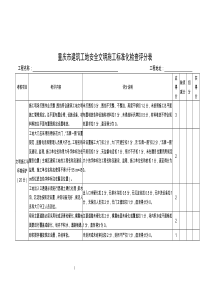
低碳钢薄板埋弧焊焊接工艺参数试验设定的工艺方案薄板埋弧焊一次合格率低,其主要原因是我厂埋弧焊工艺采用φ=4.0mm焊丝,焊丝直径过大;正面施焊后背面碳弧气刨,则无法使用大的电流焊接(容易烧穿)。由于焊接电流小焊接速度快,熔池温度低冷却速度快,熔池内的气体来不及排出,焊缝中容易出现气孔。解决方案:采用双面埋弧自动焊,坡口形式为I型,且不留间隙。正面焊接采用小电流低焊接速度,下衬焊剂;焊后背面不清根,反面悬空焊接采用大电流。这样做的目的就是在保证试板不会被烧穿的前提下尽量增大电流以增加熔池的凝固时间,使焊缝内的气体有足够的时间溢出,从而达到降低焊缝气孔缺陷的目的。试验过程与数据材料:Q235A;焊机:ZD5(D)-1250多功能弧焊整流器;焊丝:H08MnA;直径φ=3.2;焊剂:HJ431试板尺寸规格:800×300;板厚δ=10试板1:编号D-1,工艺参数:正面I=450A;U=34V;v=20.5m/h反面I=490A;U=35V;v=22.1m/h试板2:编号D-2工艺参数:正面I=370A;U=31V;v=19.8m/h反面前3/2,I=460A;U=34V;后3/1I=530A;U=36V;v=21.3m/h试板3:编号D-3工艺参数:正面I=500A;U=36V;v=17.3m/h反面I=510A;U=34V;v=20.6m/h实验结果分析通过RT探伤显示,1、2两块试板焊缝均未出现气孔,证明此种方案是可行的。但存在未焊透现象,试板D-1前面起弧阶段与后面收弧阶段有轻微未焊透;试板D-2正面采用370A小电流,反面实验原计划采用550A左右的大电流,但是由于施焊时未能及时调整参数,导致反面前三分之二实际焊接电流为460A,后三分之一焊接电流调节到530A。RT照片显示试板的前三分之二有比较明显的未焊透现象,后三分之一未出现未焊透现象。至此焊缝气孔问题已经解决,未焊透现象可以通过在不烧穿的前提下适当增大焊接电流和改变焊接速度加以解决。经过调整焊接电流参数,试板3RT探伤显示,焊缝既无气孔,又无未焊透现象,焊缝外观成型良好,;探伤照片达到了一级片。在此基础上又进行了两次试验证明板3的焊接参数是保证不出现未焊透的最小焊接参数。经过以上多次试验最后推荐10毫米厚薄板埋弧焊焊接工艺为:I型坡口对接不留间隙,正面焊接下衬焊剂,焊后背面不用碳弧气刨清根,可以用砂轮将定位焊处以及因高温粘在背面上的少量焊剂清理干净。反面悬空焊接。推荐的焊接参数为:正面I=510~520A;U=36V;v=18m/h反面I=530~540A;U=36V;v=18m/h结论应用I型坡口不留间隙的工艺,在不烧穿的前提下可以增大薄板埋弧焊的焊接电流,有效的抑制了焊缝中气孔的形成,可以提高薄板埋弧焊的一次合格率。8月31日
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 xut2004
xut2004
本文标题:低碳钢薄板埋弧焊焊接工艺参数试验
链接地址:https://www.777doc.com/doc-2683748 .html