您好,欢迎访问三七文档
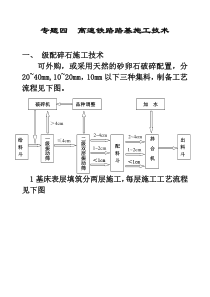
新疆农业职业技术学院毕业论文二氧化碳保护焊技术学号:201300140姓名:张永潮专业:机电一体化学院:新疆农业职业技术学院工程分院完成日期:2016年5月4日指导教师:陈老师目录一、引言.................................................................................................................3二、氧化碳保护焊技术.............................................................................................32.1二氧化碳气体保护焊定义.............................................................................32.2二氧化碳气体保护焊技术指标.......................................................................42.2.1焊接电流..........................................................................................42.2.2电弧电压..........................................................................................42.2.3焊接速度..........................................................................................52.2.5焊丝52.2.6电弧力..............................................................................................62.3二氧化碳气体保护焊的保护效果....................................................................6三二氧化碳保护焊的优点及缺陷...............................................................................63.1二氧化碳气体保护焊的优点..........................................................................63.2二氧化碳气体保护焊的缺点...........................................................................7四、二氧化碳气体保护焊常见问题及防治措施.............................................................74.1焊缝成形不良..............................................................................................74.2产生飞溅.....................................................................................................74.3产生气孔....................................................................................................84.3产生裂纹.....................................................................................................84.4产生咬边.....................................................................................................84.5产生烧穿.....................................................................................................84.6未焊透........................................................................................................8五、结论.................................................................................................................8参考文献.................................................................................................................9摘要气体保护焊凭借其焊接时能量集中、试件变形小、焊接效率高、焊缝韧性好、操作简单,且焊接速度快、不需清渣、换焊条等特点,成为当代一种高效节能的焊接方式。本文阐述了CO2气体保护焊的技术特点,分析了其作为焊接中的一种的优缺点,并浅析了一些CO2气体保护焊常见的问题及防治措施,为焊接技术的发展提供一些参考数据。关键词:CO2气体保护焊;技术要点;防治措施一、引言二氧化碳气体保护焊是20世纪50年代发展起来的一种高效焊接技术,由于其生产率高,并具有焊接成本低、能耗低、焊接变形小、适用范围广、抗锈能力强以及焊后不需清渣等优点,故大量应用在低碳钢、低合金钢等钢铁材料的焊接中。钢等钢铁材料的焊接中,同时,由于CO2气体保护焊可以进行不同厚度工件的各种位里的焊接,便于实现自动化生产,也推动了焊接机器人在这一领域上的推广应用,使其成为焊接向智能化、高效化发展的主导方向。随着科技的发展,如今二氧化碳保护焊逐渐代替了金属焊丝惰性气体保护焊、钨极惰性气体保护焊和埋弧焊,成为一种较为普及的工艺。经过半个多世纪的发展,二氧化碳气体保护焊已经成为当代最为重要的焊接技术之一在汽车、工程机械以及造船、电梯制造锅炉等行业中广泛的应用开来,各种金属的加工制造也是二氧化碳保护焊的重要应用范围。二、氧化碳保护焊技术2.1二氧化碳气体保护焊定义二氧化碳保护焊主要采用了焊丝,而不是传统电焊中所需要用到的焊条,通过丝轮,软管,将焊丝送至焊枪,导电系统经过电咀导电后,在二氧化碳的环境中,同母材产生一定的电弧,产生电弧后会释放大量的热,利用这一原理,进行焊接二氧化碳气体会通过焊枪的喷嘴,喷射范围在焊丝周围,因而电弧周围会受到二氧化碳的保护,形成一个隔绝空气的保护层,令溶滴和溶他不会受到空气的影响,因而可以令焊接稳定持续,同时保证焊缝质量可以满足焊接质量的要求。二氧化碳气体保护焊机原理如图1。图1二氧化碳气体保护焊机原理图2.2二氧化碳气体保护焊技术指标二氧化碳气体保护主要有以下一些参数:焊接电流、焊接电压、焊接速度、干伸长度、焊丝、气体和极性。2.2.1焊接电流CO2保护焊时,焊接电流是最重要的参数,焊接电流即焊接给定电流,也称为一次电流。焊接电流的大小,决定了焊接过程的熔滴过渡形式,从而对飞溅程度、电弧稳定性有很大的影响。同时,焊接电流对于熔深及生产率,也有着决定性的影响。电流增大,熔深增加,熔宽略增加,焊丝熔化速度增加,生产率提高,但电流太大时,会使飞溅增加,并容易产生烧穿及气孔等缺陷。反之,若电流太小,电弧不稳定,而产生未焊透,焊缝成形差。焊接电流最小为15A,最大为520A,不同焊丝直径焊接电流选用范围见表2.1。表2.1不同丝径焊接电流选用范围丝径/mm电弧电压/V颗粒过渡(30~48V)短路过渡(15~24V)0.8150~25018~191.0150~30019~211.2160~35019~221.6200~52020~232.2.2电弧电压电弧电压即焊接给定电压,也称为一次电压,决定电弧长度、焊缝成型及熔滴过渡方式。一般来说电压高则电弧长度大、焊缝宽度大堆高小、熔滴过渡频率低;电压低则电弧长度小、焊缝宽度小堆高大。电压太高容易造成大滴过渡和焊接不稳定,太低容易造成顶丝,应根据工艺要求设定。电弧电压最小为10V,最大为48V,电压调整可由焊机自动设置。短路过渡形式电弧电压与焊接电流的匹配范围见表2.2。表2.2CO2短路过渡时电弧电压匹配范围焊接电流电弧电压/V平焊立焊和仰焊70~12018~2218~19130~17019.5~2319~21180~21020~2319~22220~25021~2420~232.2.3焊接速度焊接速度会影响焊缝成形、气体保护效果、焊接质量及效率。在一定的焊丝直径、焊接电流和电弧电压的工艺条件下,速度增快,焊缝熔深及熔宽都有所减小。如果焊速太快,则可能产生咬边或未熔合缺陷,同时,气体保护效果变坏,出现气孔。反之若焊速太慢,效率低,焊接变形大。通常,CO2自动焊速在15~30m/h范围内;自动焊时,速度稍快些,段炸断,造成熄弧或引弧困难;电压值太小时,短路电流增长速度快,造成很细的颗粒飞溅,使焊缝边缘不齐。实际操作中可采取试焊法来调整电感量。焊接回路电感量的选择见表2.4。但一般不超过40m/h。2.2.5焊丝焊丝直径一般根据焊件厚度、焊缝空间位置及生产率等条件来选择。薄板或中板的立、横、仰焊时,多采用直径小于1.6㎜的细焊丝;平焊位置焊接中厚板时,宜采用直径大于1.6㎜的粗丝。不同直径焊丝的适用范围见表2.3。表2.3不同直径焊丝的适用范围丝径/mm熔滴过渡形式施焊位置焊件厚度/mm0.5~0.8短路过渡全位置1.0~2.5颗粒过渡平位2.5~4.01.0~1.4短路过渡全位置2.0~8颗粒过渡平位2.0~12.01.6短路过渡全位置3.0~12≥1.6颗粒过渡平位62.2.6电弧力电弧力对应于电流的输出电感,相当于电子电抗器。一般来讲电弧力大,电感就小,电流变化快,感觉电弧较硬;电弧较小,电感就大,电流变化慢,感觉电弧较软。大力太大容易造成飞溅较大,太小则容易引起顶丝。最小值为1,最大值为l0。焊接回路中串联的电感量应根据焊丝直径、焊接电流、和电弧电压来选择。合适的电感,可以调节短路电流的增长速度,使飞溅减少,还可以调节短路频率,调节燃弧时间,控制电弧热量;电感值太大时,短路过渡慢,短路次数少,引起大颗粒的金属飞溅或焊丝成表2.4焊接回路电感量的选择焊丝直径/mm焊接电流/A电弧电压/V电感量/mH0.8100180.01~0.081.2130190.01~0.161.6160200.3~0.72.3二氧化碳气体保护焊的保护效果二氧化碳气体保焊是利用二氧化碳气体作为保护气体的一种电弧焊二氧化碳气体本身是一种活性气体,它的保护作用主要是使焊接区与空气隔离,防止空气中的氮气对熔他金属的有害作用,因为一旦焊缝金属被氮化和氧化,设法脱氧是很容易实现的,而要脱氮就很困难二氧化碳气保焊在二氧化碳保护下能很好地排除氮气在电弧的高温作用下(SOOOK以上),二氧化碳气体全部分解成C0+0,可使保护气体增加一倍。三、二氧化碳保护焊的优点及缺陷3.1二氧化碳气体保护焊的优点(1)焊接生产率高。二氧化碳保护焊在焊接时电流密度较大,产生的电弧热量集中且利用率较高,因此穿透能力强,熔深大,焊后一般不需清渣,不需换焊条,故提高了生产率。尤其薄
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 多玩id100
多玩id100
本文标题:二氧化碳保护焊技术
链接地址:https://www.777doc.com/doc-2738150 .html