您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 冲压模具 (600210 v1)
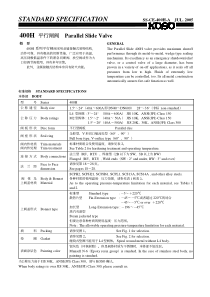
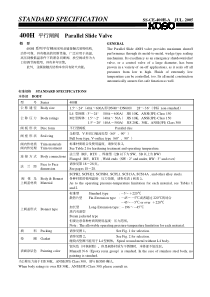
東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:一.訂定本規范的目的:二.本規范的適用范圍:適用於所有沖壓部模具設計、組立和等相關人員。三.設計規范的目錄:1.電子檔案及A3、A4圖框的規范27.脫料板入子的放電尺寸。2.模具零件及模板的編碼原則。28.上模板入子的高度尺寸。3.模板、模座的規格。29.下模板頂料彈簧止付螺絲孔的牙深。4.外導柱、導套的規格。30.版本的更新。5.輔助導柱、導套的規格。6.定位銷的規格。7.下死點檢知的安裝位置和數量。8.等高柱及彈簧的結構和放置位置。9.止位塊的布置和規格。10.端子類模具浮升兩用銷的規格。11.鐵殼類模具浮升銷的規格。12.圓孔沖頭的規格。13.引導沖頭的形式和尺寸。14.沖頭壓板的形式和尺寸。15.剪邊、圓孔刀口的形式和刀口的厚度。16.入子與沖頭的形式和標注(圖紙和電子檔)。17.調整機構的形式及調整角度的選取。18.下料間隙與零件的配合間隙。19.放呆的應用及與模板的配合。20.脫料板入子掛台的形式和尺寸。21.螺釘的布置及距離。22.沖壓機相關結構和尺寸。23.料條布置圖的繪制形式和內容。24.模板組力圖的繪制和標示。25.圖面中下模入子預放量的繪制。26.下模剪切刀口與各部分的間隙。011/27沖壓部沖模設計規范訂定本規范的目的是為了統一模具設計作業標準,縮短開發設計的周期,節約開發模具和生產時所需零件備品的費用,減少零件相對的庫存量;統一模具的圖面和電子檔案,有利於縮短零件的加工周期和降低加工費用。編訂統一模具零件的編碼原則,有利於圖面的管理、使得編碼更加的簡潔明朗。東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:四.設計規范詳解4.1電子檔案及A3、A4圖框的規范圖層名稱對應圖層符號圖層顏色上蓋版HCGREEN上模座HHCYAN上墊板BPYELLOW上模板PPCYAN脫背板BYELLOW脫料板SPGREEN下模板DCYAN下墊板CBYELLOW下模座DDGREEN零件22YELLOW零件標注22DGREEN成形機構示意圖1自定表4-1模具電子檔案須有統一的規定,以便於以後圖檔的檢查和修改,依LIFECAD中各模板的圖層和顏色作業,圖層名稱、顏色和圖層符號列示如下表4-1。012/27沖壓部沖模設計規范各模板的標注依LIFECAD中默認的圖層和顏色即可。圖紙中標注文字高為2.5mm,注解文字為2.5-3.5mm。下圖4-1是A3,A4的標準圖框的樣式,電子檔案調用路徑:Y:\標準A3,A4圖框。零件圖適用的A4圖框的電子檔是陣列得到的,形式如下。10列、列間距110mm;行數自定,行間距150mm.電子檔案中零件和模板的繪制比例是1:1,一般零件依標準A4圖框大小即可,模板若是選用A3圖框,縮放圖框以適合模板的大小。東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:四.設計規范詳解4.2模具模板及零件的編碼原則10.上蓋板模號-0109.上模座模號-0098.上墊板模號-0087.上模板模號-0076.脫背板模號-0065.脫料板模號-0054.導料板模號-0043.下模板模號-0032.下墊板模號-002圖4-11.下模座模號-0014.2.2模具零件的編碼原則現將零件的編碼規則制定如下:XXXXCB下墊板內的鑲件及滑塊D下模板內的鑲件S脫料板內的鑲件P沖頭的編碼(由上模板固定,進入脫背板的零件)PP上模板內的鑲件BP上模墊板內的鑲件及滑塊(請在零件名稱一欄中填寫正確的零件名稱)01此兩碼為模具工程站的區別碼,依從左向右,從上向下的順序,從11開始依此類推分別為12、13、14……此碼為同一工站不同模板內鑲件的區別碼,以下是代表各板內鑲件符號的說明:沖壓部沖模設計規范其中端子模具和鐵殼模具編碼原則一樣,差別是採用導料板還是浮升銷,若是採用浮升銷的話,即無導料板,則將004跳過即可。4.2.1現有兩種模具類型:端子類模具和鐵殼類模具,其差別在於是選用導料板還是選用浮升銷,詳見圖4-1此碼為同一工程站的同一模板中零件的區別碼,一般剪切、成形零件為A,刀口墊塊、浮升為B,以此類推C、D……3/27東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:4.3模板及模座的規格鐵殼類模具模板長度從350mm起,以50mm為一段,即350、400、450、500、600……,寬度為160mm,180mm,200mm三種。端子類模具模板長度從250mm起,以50mm為一段,即250、300、350、400….,寬度一般為160mm.沖壓部沖模設計規范4/27模板的厚度及詳細的示意圖見下頁圖4-2圖4-2(端子類)圖4-2(鐵殼類)單位:mm模板、模座的規格即是長、寬、高的尺寸,現將模板的長度規定如下:01自定自定東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:模板和模座的標準尺寸及模框,詳見附圖1及電子檔。4.4外導柱、導套的規格。鐵殼類模具的外導柱統一選用Φ40的外導柱,導柱的長度為210mm,外導套的外徑為64mm,長度為100mm。詳見下頁的圖4-3。端子模具統一使用Φ32的外導柱,導柱的長度為180mm,外導套的外徑為50mm,長度為100mm。現將模具的外導柱和外導套的規格制定如下:(端子類模具用)圖4-3(鐵殼類模具用)單位:mm沖壓部沖模設計規范015/27東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:(端子模具用)鐵殼模具用規格下模座下模板下墊板導料板脫料板脫背板上模板上墊板Φ10見備注見備注Φ10Φ10Φ10Φ4Φ4Φ4Φ4Φ4表4-2備注:Φ10定位銷孔J/G,依MISUMI:MS10-60配做現在端子模具採用的是台制瑞士AGATHON十字導柱、導套和鋼珠套,現將輔助導柱和導套的規格制定如圖4-4所示:沖壓部沖模設計規范01其中輔助導套和鋼珠套都有兩各規格,37和43是用於上模,47和54則是用於下模的,且鋼珠套都應配有橡膠的保持圈。下死點檢知是用來檢測模具隨機台工作時下死點的穩定性的,如出現跳屑、卡料、模具異常等情況時會控制沖床自動停機。但是檢知器的安裝位置影響到它的敏感度,故其安裝位置應靠近剪切集中的部位和容易發生疊料的地方。如圖4-5。安裝數量:當模板長度小於300時,在適當位置安裝一個,當模板尺寸大於300時,在兩側適當位置各安裝一個,兩各之間的距離要盡量拉開。如有分板,每塊板各一個。4.7下死點檢知的安裝位置和數量6/274.5輔助導柱、導套的規格整套模具使用的定位銷有兩種Φ4*25mm和Φ10*60mm,將其和各板的配合列示如下表4-2。4.6定位銷的尺寸規格圖4-4(單位:mm)+0.01-0.005+0.03+0.01+0.01+0+0.03+0.01+0.03+0.01+0.015+0.005+0.03+0.01東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:圖4-6示(a)鐵殼類模具現在採用的等高柱和彈簧的結構有兩中形式,一是端子類模具用的,一種是鐵殼類模具用的,結構形式如圖4-6所示。鐵殼模具之所以採用這樣的結構是為了方便維修,在拆裝脫料板時不至於將模具翻來翻去。具體的擺放位置詳見標準模框圖。7/274.8等高柱和彈簧的結構及放置位置圖4-5沖壓部沖模設計規范01彈簧上蓋板十字形等高柱上模座上墊板脫料板上模板脫背板連接螺釘東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:8/27圖4-7(單位:mm)圖4-6示(b)端子類模具(單位:mm)4.9止位塊的布置和規格01沖壓部沖模設計規范止位塊是用來控制模具高度的,就是我們平時說的模具閉合高度,原本是通過幾塊模板的厚度來控制模高的,現在改用止位塊,相應的將脫背板的厚度減少0.200mm。(止位塊隻適用於端子類模具)尺寸規格如圖4-7所示。布置見附圖1.(如等高套筒支撐背脫板,則其長度需相應的增加0.200mm)上蓋板彈簧(Φ25-55)上模座華絲等高柱(Φ16)脫背板脫料板上模板上墊板連接螺釘華絲(Φ23-5)等高套筒(Φ16,Φ8.5)東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:圖4-801圖4-7中長度為34+T+0.05的是用於下模,長度為60.00的是用於上模的,模具組立之前測量各板的厚度並記錄,待組立完成後研磨下模止位塊長度為:下墊板厚度+下模板厚度+T(料厚)+上墊板厚度-12.000。現將端子類模具使用的浮升兩用銷的規格制定如左圖4-8,其中Φd1的尺寸:脫料板引導沖頭直徑+0.1;L的尺寸為:22+料條的浮升高度。4.10端子類模具浮升兩用銷的規格鐵殼類模具不能適用導料板的要選用浮升銷浮料,現將浮升銷的規格尺寸統一定訂如下圖4-9注:脫料板讓位孔的深度依料厚的不同可以取7.1-7.4mm,導料槽寬依料厚取,0.3mm以下適用,0.4mm以上可適當加寬。下模板的浮升銷過孔為Φ8.00mm即可。沖壓部沖模設計規范圖4-9(單位:mm)9/274.11鐵殼類模具浮升銷的規格+0.010東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:圖4-11(端子類)單位:mm注:圖4-10中L3的尺寸為:上模板厚度-0.04,當選用Φ0.520和Φ0.820的尺寸時,考慮沖頭的強度,要將38的尺寸改為40mm或41mm。Φ2.02和Φ2.52兩種規格的沖頭一般是用在鐵殼模具上的,尺寸L3為42mm,尺寸L±0.1為59±0.1mm,端子模具則為50±0.1mm。ΦdΦ0.820Φ1.020Φ1.520Φ2.020沖壓部沖模設計規范014.13引導沖頭的形式和規格圖4-10(單位:mm)4.12圓孔沖頭的規格圓孔沖頭的作用主要是在於沖制導引孔,而導引孔的大小與產品沒有直接關系,顧可以將圓孔零件標準化,減少庫存,降低成本,標準化厚的規格如圖4-10所示。10/27Φ0.520Φ2.520引導沖頭是模具裡面十分重要的定位元件,現在其加工工藝已經很成熟,顧將其制定成標準零件,其中有端子類和鐵殼類兩類,共有六個規格,見圖4-11。東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:abcd這裡講的沖頭壓板不隻是固定沖頭用的,還可以用來固定彈性元件和各模板的入子,壓板的用量也不在少數,這裡將其定出統一的規格,用時直接選用,亦可達到共用的目的。形式有以下三種,入圖4-12。上圖的a主要是用來固定比較寬大的沖頭的,b主要是用來固定沒有入子,孔直接割在夾板上的沖頭的,如圓沖、預斷、成形沖頭、COIN沖頭等,c隻適用於有彈性元件的沖頭或是入子,不可用於其他沖頭或入子的固定。所有壓板的厚度均為3.0mm。d是入子壁厚和M4螺釘孔的位置關系。現在的剪邊和圓孔一般都是做在同一個入塊上,當圓孔發生堵屑時,整個刀口便報廢了,這種情況主要是針對端子模具而言的,在鐵殼模具上是很少用到剪邊的,相對應的解決方法也是很簡單的,即將剪邊和圓孔分開,做成兩個不相幹的入子。考慮到我們現在所開發的模具有相當的一部分是單pin的,均可以將圓孔的刀口也做成同一種樣式和尺寸的,如下頁圖4-13。4.15剪邊、圓孔刀口的形式和剪切下模入子的厚度。圖4-11(鐵殼類)單位:mm4.14沖頭壓板的形式和尺寸11/27選用Φ0.500和Φ0.800的引導沖頭的時候,請依實際尺寸標注出引導沖頭的總長,以免零件過長而易斷。圖4-12(單位:mm)01沖壓部沖模設計規范東莞宣得電子有限公司編號:審核:版本:名稱:核對:生效日:依據:制作:頁次:圖4-13示(單位:mm)在沖壓模具裡面有很多的鑲件,如下模刀口、脫料板入子、夾板入子等,而且有相當一部分的孔全部是異行孔,這樣在標注零件尺寸的時候會經常出現問題,現在採用沖頭、入子多標注一個位置相同的基準點的方式,在沖頭的詳細尺寸圖中標示出基準點和沖頭的詳細尺寸,而在入子的圖裡,隻需標注外框和基準點的尺寸即
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 人不帅别出门
人不帅别出门
本文标题:冲压模具 (600210 v1)
链接地址:https://www.777doc.com/doc-280666 .html