您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 信息化管理 > 不同切削用量对加工表面粗糙度的影响
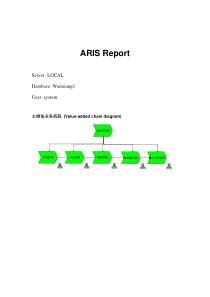
实验二不同切削用量对加工表面粗糙度的影响2.实验目的(1)了解工件切削加工中加工表面粗糙度的标志、形成过程及影响因素;(2)掌握采用类比法来确定工件加工表面粗糙度的方法;3.实验装置及实验材料(1)卧式车床(C6132型号)1台;(2)硬质合金车刀(前角γ0=10°、主偏角κr=45°、副偏角κr‘=15°、后角α0=10°、刃倾角λs=4°、刀尖圆弧半径re=0.5mm)1把;(前角γ0=10°、主偏角κr=45°、副偏角κr‘=5°、后角α0=10°、刃倾角λs=4°、刀尖圆弧半径re=0.5mm)1把;(前角γ0=5°、主偏角κr=45°、副偏角κr‘=15°、后角α0=10°、刃倾角λs=4°、刀尖圆弧半径re=0.5mm)1把;(3)试棒(45钢,Ф40mm,L=150mm)若干;(4)表面粗糙度样板1套;(5)油石1块;(6)切削液若干4.实验原理(1)表面粗糙度Ra及其影响因素影响工件加工表面粗糙度的主要因素有:①切削时刀刃在加工表面上遗留下的刀痕。这是形成加工表面微观不平的主要原因。②切削塑性材料时,在一定的切削速度下,由于前刀面与切屑的挤压和磨擦作用而在刀尖处形成积屑瘤对工件加工表面的影响。③刀具后刀面与加工表面的摩擦与挤压。④切削脆性材料时,崩碎切屑形成的磨点痕迹。⑤刀具副偏角κr’的影响。⑥加工系统产生振动,造成加工表面形成振纹。(2)切削量及车刀几何形状对表面粗糙度Ra的影响分析①进给量ƒ影响由图1-10和图1-11可知:加工表面残留面积高度hmax与进给量ƒ、主偏角κr、副偏角κr’及刀尖圆弧半径re有关。当re=0时,hmax=rrctgctgf'(1.1)当re0时,hmax=erf82(1.2)图1-10副偏角κr’对加工表面残留面积的影响图1-11影响加工表面残留面积的因素由式1.1、式1.2可看出,采用较小的进给量ƒ,加工表面残留面积高度较小,对减小粗糙度Ra值有利。在实际切削过程中残留面积高度hmax比理论高度要大—些。这是由于塑性材料在切削时所受到挤压变形、积屑瘤、切削刃的粗细、刀具变形、刀具与工件相对位置的改变以及振动等因素综合造成的。②切削速度υ的影响切削塑性材料,当切削速度υ小于5m/min或大于100m/min时,不易产生积屑瘤,对减小粗糙度Ra值有利。当切削速度υ在20--25m/min,且切削温度约为300ºC时,切屑与刀具前刀面摩擦系数最大,此时积屑瘤高度最大,使粗糙度Ra值增加。③切削深度αp影响切削深度αp比进给量ƒ和切削速度υ对粗糙度Ra值的影响要小。当αp减小时,切削力减小,不易产生振动,对减小粗糙度Ra值有利。④车刀几何形状的影响a.由式1、式2可看出,采用较小的主偏角κr或副偏角κr’,或刀尖有小圆弧(re0)时,都会减小加工表面残留面积,使粗糙度Ra值减小;b.选用较大的前角γ0,并用油石把前刀面和后刀面打磨得光一些,可减小积屑瘤的形成,也可使粗糙度Ra值减小。5.实验方法与步骤(1)熟悉实验用车床的结构、操作方法和安全注意事项;(2)用油石打磨实验用车刀的前刀面和后刀面;(3)用双顶尖和拨盘将试件装夹在车床上;(4)按照表1给定实验数据车削试件。每次切削长度为40mm,间隔10mm,每个试棒上做3组数据,如图1-12所示,计算出切削速度,记录于表1-2中;104010401040图1-12切削长度示意图(5)用粗糙度样板比较且确定各试件上各加工段的表面粗糙度Ra值,将Ra填入表1-2中。6、实验数据整理及分析(1)整理实验数据,填写表1-2;(2)根据表1中各组测得的的表面粗糙度Ra值,分析ƒ、υ、αp、κr‘、γ0、、对粗糙度Ra的影响机理。7.思考题如何合理的使用切削液?这将对加工表面粗糙度Ra有何影响?表1-2实验数据表实验序号κr(º)γ0(º)κr‘(º)n(r/min)υ(m/min)ƒmm/rαpmm粗糙度Ra19010158350.20.529010158350.10.539010158350.40.549010152250.20.5590101513200.20.569010158350.20.379010158350.20.18901058350.20.59905158350.20.5
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 firetc
firetc
本文标题:不同切削用量对加工表面粗糙度的影响
链接地址:https://www.777doc.com/doc-2812044 .html