您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 学习情境二沟槽螺纹零件的数控车削加工-PowerPoin
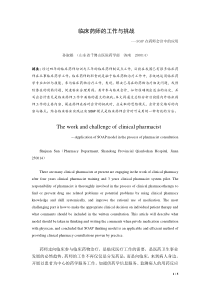
1、学习情境二沟槽螺纹零件的数控车削加工零件图纸课程的知识内容零件的工艺性分析零件加工工艺过程分析与设计零件的数控程序设计零件实际加工训练及加工过程控制零件的工艺性分析工艺性分析通常从零件结构形状的复杂程度、位置及尺寸精度的可控制程度、材料难加工程度几个方面进行分析说明。1.该零件的结构形状:从图纸表达信息来看,该零件为带沟槽螺纹的回转体零件,有内孔和内螺纹,可通过车削加工来完成,该零件由轴向阶台、圆锥面,槽,圆弧成型面等轮廓,还有内外螺纹等要素组成,因其轮廓要素中具有锥面和圆弧成型面,采用普通车床加工比较困难,需要使用数控车床进行加工。从阶台结构和左端的内孔结构分析,该零件还需要调头加工内孔和螺纹结构.零件的工艺性分析2.该零件的尺寸精度求:尺寸精度:左端Ø40-0.03的轴,其公差为IT11级;,Ø34的径向尺寸,其公差为IT11级,左端Ø40的轴,其公差为IT11级;还有两个轴向尺寸38.5±0.05和18,精度分别为IT10~11级;由此分析在加工过程中采用半精车即可达到要求3.该零件的材料性能:该零件材料为硬铝LY12,切削加工性能良好。由于铝材塑性好,在加工过程中。
2、易粘刀而形成积屑瘤,故加工过程中要求刀具要锋利、冷却充分。零件加工工艺过程分析与设计1.总体加工方案分析由于该零件有内孔结构,可以采用如下加工方案:1)单一加工:采用锯床下料、锯切长度超过125mm、Ø50以上的圆棒料作毛坯,先加工一端后再调头加工另一端。2)批量加工:采用直径Ø50以上的长圆棒料,穿越主轴孔后一端夹持,使用右偏刀分别车削左右两端外轮廓,然后用切断刀切断得到总长。下一个工序来完成内孔和螺纹的加工。零件加工总体工艺方案、Ф35序号工序名称工序内容刀具/量具夹具设备1备料Ф50×125冷轧圆棒料带锯/锯条锯床2车左端车左端Ф40×42台肩焊接外圆车刀三爪卡盘数控车床/普通车床3检游标卡尺4调头车右端车右端各台肩及轮廓成型面焊接外圆车刀三爪卡盘数控车床5检、38±0.05游标卡尺、深度尺6入库零件的加工顺序由于零件加工精度要求不是太高,采用粗、精车即可。按照“先粗后精、先易后难,先内后外”的工序划分原则,因零件左端结构简单,且轴颈尺寸较大,先粗、精加工左端Ф40×42的台肩作调头加工时装夹定位的精基准,再粗、精加工左端的内孔和螺纹,然后调头车右端的轮廓和成型面,再用槽到车槽。
3、及倒圆角。最后车M24*1.5的螺纹。零件加工用刀具、设备等的选用•由于毛坯材料为硬铝LY12,选择高速钢材质的刀具即可,但是刀具必须刃磨锋,由零件的结构分析加工零件左端时应用外圆刀,内孔刀和内螺纹刀,加工右端时应用外圆车刀,外圆槽刀,中间有一R2的圆弧面,分析可知只能用外圆槽刀,不可用外圆刀或螺纹车刀.该零件结构简单且具有一定长度的稳定夹持表面,不需要特殊的夹具,使用三爪卡盘即可。零件数控加工工艺卡片产品名称数控加工工序卡片零件图号零件代号工序名称工序号阶台零件L01WTC-C-01左端车削材料名称材料牌号硬铝LY12机床名称机床型号数控车床CJK616I夹具名称夹具编号工步工作内容刀具量具主轴转速Nr/min吃刀深度mm进给速度F(mm/min)1车左端台肩Ф44.5外圆刀6002802精车左端台肩Ф42.86外圆刀8001803精车左端台肩Ф40外圆刀8001304检验零件的数控程序设计程序T0202M00G90G00X30M03S400Z-17.95M08G01X20F30G04X2G01X42Z-51.2X34.8X42Z-48.7X34.8X42Z-47.29X36.18X。
4、40.86Z-46.7X39G02X35Z-48.7X48Z-59.7X34.5X48Z-62.2X34.5X48Z-61.11X36.18X48Z-64.2X39G03X35Z-62.2R2G01Z-59.7零件数控加工程序设计程序X41G02X46Z-57.2R2.5G01Z-53.7G02X41Z-51.2R2.5G01X35X42M09G00Z50M5T0303M00G00Z2X26M08S160M03G90G82X23.1Z-19.5X22.5Z-9.5X22.1Z-19.5X22.08Z-19.5X22.052Z-19.5M9M5M30机床操作与加工控制1.坐标系的设定及对刀操作:以T指令建立坐标系,以工件右端面的轴心作为工件坐标系原点,选择01号刀具,01号刀偏。具体对刀操作过程:在毛坯料平好端面的基础上,沿径向车一刀,然后保持Z轴坐标不变将刀退出,然后在01号刀偏表中试切长度栏中填上0;再沿轴向方向车一刀,保持X轴坐标不变将刀退出,用卡尺测量被车过的直径,然后将测量值填在01号刀偏表中的试切直径栏中,当车完左端掉头时对刀只须对Z坐标,方法同上;即完成对刀操作。2.加工控。
5、制过程:因为是首次加工零件,应采用单段控制模式,以便解决加工过程中出现的问题,根据粗糙度的要求在加工过程中应把进给修调控制在百分之五十以下。机床操作与加工控制加工中出现的问题:毛坯尺寸小于图纸上工件的尺寸(解决办法:满足零件结构复杂,尺寸要求较高的一端,可改程序也可移动工件坐标原点)冷却液喷头堵塞(解决办法:用铣床气枪疏通)铁屑包缠在工件上(应将外圆车刀的断屑槽磨的有一定的倾斜度即靠近刀尖的部分高于远离刀尖的部分)由于外圆车刀的副偏角不够在车削过程中有尖叫声。不能完成圆弧面的车削。由于工件坐标原点移动的误差使刀不是在指定位置退刀。在自动加工的过程中错按了‘回零’键(解决办法:停止运行,将刀退出打开单段模式再打开空运行,使程序运行到错按前的程序,再继续加工。)。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 yago
yago
本文标题:学习情境二沟槽螺纹零件的数控车削加工-PowerPoin
链接地址:https://www.777doc.com/doc-281803 .html