您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 吸塑模具三维CAD系统的研究开发
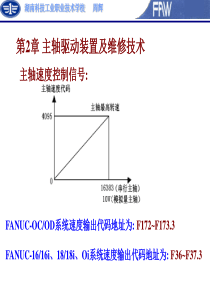
1、湖南科技工业职业技术学校周辉第2章主轴驱动装置及维修技术主轴速度控制信号:FANUC-OC/OD系统速度输出代码地址为:F172~F173.3FANUC-16/16i、18/18i、Oi系统速度输出代码地址为:F36~F37.3湖南科技工业职业技术学校周辉数控机床主轴驱动装置模拟量主轴驱动装置(变频器)串行数字主轴驱动装置湖南科技工业职业技术学校周辉2.1模拟量控制的驱动装置及维修技术2.1.1通用变频器的组成及端子功能1.变频器主电路工作原理及接线安川G5变频器主电路原理图湖南科技工业职业技术学校周辉变频器输入接线实际使用注意事项:①根据变频器输入规格选择正确的输入电源。②变频器输入侧采用断路器(不宜采用熔断器)实现保护,其断路器的整定值应按变频器的额定电流选择而不应按电动机的额定电流来选择。③变频器三相电源实际接线无需考虑电源的相序。④1和2用来接直流电抗器(为选件),如果不接时,必须把1和2短接(出厂时,1和2用短接片短接)。⑤指示灯HL不仅作为直流电压的显示,而且维修作为变频器是否有电标志。湖南科技工业职业技术学校周辉变频器输出接线实际使用注意事项:①输出侧接线须考虑输出电源。
2、的相序。②实际接线时,决不允许把变频器的电源线接到变频器的输出端。③一般情况下,变频器输出端直接与电动机相连,无需加接触器和热继电器。变频器G5主电路接线图湖南科技工业职业技术学校周辉安川G5S变频器控制回路接线端子图2.变频器控制回路功能及端部接线湖南科技工业职业技术学校周辉开关量输入端子功能(出厂)模拟量输入端子功能湖南科技工业职业技术学校周辉变频器输出端子功能(出厂)湖南科技工业职业技术学校周辉2.1.2数控车床主轴调速变频器的应用SSCK—20数控车床湖南科技工业职业技术学校周辉SSCK—20数控车床主轴驱动装置的接线图湖南科技工业职业技术学校周辉变频器到CNC的信号(通过系统的PMC):(1)变频器故障输入信号(19~20)(2)主轴速度到达信号(26~27)(3)主轴零速信号(25~27)变频器到机床侧的信号:(1)主轴速度表的信号(2)主轴负载表的信号湖南科技工业职业技术学校周辉CNC到变频器的信号:(1)主轴正转信号(1~11)、主轴反转信号(2~11)(2)系统故障输入(3~11)(3)系统复位信号(4~11)(4)主轴电动机速度模拟量信号(13~17)(5)主轴点动。
3、信号(7~11)湖南科技工业职业技术学校周辉SSCK—20数控车床主轴驱动装置的实际接线图湖南科技工业职业技术学校周辉2.1.3变频器功能参数的设定及操作1.安川变频器的编程器的操作面板湖南科技工业职业技术学校周辉2.操作键的功能湖南科技工业职业技术学校周辉控制模式选择功能码的设定与具体操作3.数控车床变频控制功能设定与操作湖南科技工业职业技术学校周辉U/F控制功能码的设定与具体操作湖南科技工业职业技术学校周辉变频器矢量控制及自动调整操作步骤湖南科技工业职业技术学校周辉(1)主回路低电压故障UV1(DCBusUndervolt)变频器主回路的直流电压低于参数L2—05标准设定值(190V)。产生故障的可能的原因有:变频器的三相交流输入电压过低;变频器内部熔断器F1熔断;变频器的整流块损坏;变频器的电压监控电路不良。(2)控制回路低电压故障UV2(CTLPsUndervolt)变频器控制电路的电压(辅助电源输出24V、5V)过低报警。产生故障的可能原因有:控制电路本身故障;变频器电压监控电路不良。1.电压故障报警2.1.4变频器报警代码及维修技术(3)浪涌电压保护回路故障UV3(MCAn。
4、swerback)产生故障的可能原因有:变频器交流输入出现浪涌电压(尖峰电压);变频器的浪涌吸收器(压敏电阻)损坏。湖南科技工业职业技术学校周辉(4)过电压故障OV(OverVoltage)变频器的直流主回路直流电压超过检测标准值(一般为DC800V)报警。产生故障的可能原因有:变频器交流输入电压过高;电动机减速时间设定过短;变频器制动单元故障;变频器内部电压监控电路不良。(5)瞬时停电检查中UV(UnderVoltage)变频器运行过程中检测出电源瞬间掉电报警。机床断电再重新上电操作可以解除该故障。湖南科技工业职业技术学校周辉2.电流故障报警(1)过电流故障OC(OverCurrent)变频器的瞬时输出电流超过了变频器额定电流的200%。产生故障的可能原因有:加速时间设定过短;U/F控制的电压补偿设定过高;电动机短路;变频器输出侧短路;电流检测电路不良。(2)输出侧对地短路故障GF(GroundFault)变频器输出侧的瞬时接地电流超过了变频器额定电流的50%。产生故障的可能原因有:电动机侧对地短路;变频器电流检测电路不良。(3)输出侧短路故障SC(ShortCircuit)产生故障。
5、的可能原因有:变频器的逆变块击穿短路;电动机短路;变频器电流检测电路不良。(4)主回路熔断器故障PUF(DCBusFluesOpen)产生故障的可能原因有:变频器的逆变块击穿短路;电动机相间短路。湖南科技工业职业技术学校周辉3.散热板片过热故障OH(HeatsinkOverTmp)变频器散热片的温度超过了L8—02的设定值(出厂值为95℃)。产生故障的可能原因有:变频器的散热风扇损坏;散热片的通风道堵塞;参数L8—02设定过低(误设定);变频器周围温度过高(如电箱电风扇故障);变频器温度检测电路不良。4.电动机过载故障OL1(MotorOverLoaded)变频器的实际输出电流超过了电动机额定电流且超过参数L1—02设定的时间(即变频器内的电子热保护动作)。产生故障的可能原因有:电动机额定电流参数E2—01设定不当;电动机负载过重;电动机绕组匝间短路。湖南科技工业职业技术学校周辉5.功能参数设定错误报警OPE01:变频器容量设定不当。OPE02:参数设定不当(参数设定超过设定范围)。OPE03:多功能输入设定不当(多功能输入有2个以上相同的值)。OPE06:控制方式参数选择错误(参数A。
6、1—02设定与变频器实际控制方式不符)。OPE10:U/F参数设定不当(最高频率、基本频率、中间频率、最低频率之间设定矛盾)。首先进行变频器初始化操作.如果故障解除,则为变频器参数设定不当.如果故障还存在,则需更换变频器.湖南科技工业职业技术学校周辉6.外部端子3—8异常信号输入故障EF3—EF8(ExternalFault3—8)当变频器的多功能输入端参数(H01—H06)设定为20—2F时,该输入端为外部异常报警输入控制。故障原因可能是:外部控制故障;变频器输入端子输入电路故障。7.变频器本身硬件或软件故障OPR(OperDisconnect):面板操作器接触不良。ERR(EEPROMR/WErr):EEPROM的读/写出现异常,用户软件不良或EEPROM硬件故障。湖南科技工业职业技术学校周辉2.2串行数字控制的主轴驱动装置及维修技术2.2.1电源模块及维修技术1.电源模块原理及作用(FANUC系统α系列)湖南科技工业职业技术学校周辉2.FANUC系统α系列电源模块的端子功能状态指示窗口(STATUS):PIL(绿色)表示电源模块控制电源工作ALM(红色)表示电源模块故障--表示电。
7、源模块未启动OO表示电源模块启动就绪##表示电源模块报警信息CX1A/CX1B:交流200v输入/输出CX2A/CX2B:均为DC+24V输出JX1B:模块之间连接接口S1S2:再生制动电阻的选择CX3:主电源MCC控制信号的连接器CX4:ESP急停信号连接器L1L2L3:三相交流200V输入湖南科技工业职业技术学校周辉CX1A:交流200V控制电源输入,连接到机床控制变压器DCLink:DC300V输出,连接到主轴模块及进给模块CX1B:交流200V电压输出,连接到主轴模块的CX1AJX1B:模块之间信息连接,连接到主轴模块的JX1ACX4:系统急停信号,连接到机床面板的急停开关L1、L2、L3:三相交流电源输入,经接触器连接到伺服变压器CX2A、CX2B:直流电压DC24V输出,连接到主轴模块的CX2ACX3:MCC动作确认信号,连接到主接触器的控制线圈回路中3.FANUC系统α系列电源模块的连接湖南科技工业职业技术学校周辉4.FANUC系统α系列电源模块报警代码湖南科技工业职业技术学校周辉2.2.2FANUC串行数字控制的主轴装置及连接α系列主轴模块αi系列主轴模块βi系列主轴模。
8、块湖南科技工业职业技术学校周辉Link:DC300V直流电源CX1A/CX1B:200V交流控制电路的电源输入/输出接口。CX2A/CX2B:24V输入/输出及急停信号接口。JX4:主轴伺服信号检测板接口。JX1A/JX1B:模块之间信息输入/输出接口。JY1:外接主轴负载表和速度表的接口。JA7B:串行主轴输入信号接口连接器。JA7A:用于连接第二串行主轴的信号输出接口。JY2:连接主轴电动机速度传感器(主轴电机内装脉冲发生器和电机过热信号)。JY3:作为主轴位置一转信号接口。JY4:主轴独立编码器连接器(光电编码器)。JY5:主轴CS轴(回转轴)控制时,作为反馈信号接口。U、V、W:主轴电动机的动力电源接口。1.FANUC系统α系列主轴模块的端子功能湖南科技工业职业技术学校周辉DCLink:DC300V输入,连接到电源模块的直流电压输出JA7B:主轴信息输入信号,连接到CNC系统的JA7AJY4:主轴位置和速度检测信号,连接到主轴位置编码器CX2A:DC24V输入接口与电源模块的CX2B相连CX1A:交流200V电压输入连接到电源模块的CX2BJX1A:模块之间信息接口连接到电源模。
9、块的JX1BJY2:主轴电动机内装传感器信号及定子绕组温度开关信号CX2B:DC24V输出,连接到伺服模块的CX2A2.FANUC系统α系列主轴模块的连接U、V、W:连接到主轴电动机,为动力电源湖南科技工业职业技术学校周辉α系列电源模块与主轴模块实际连接图湖南科技工业职业技术学校周辉2.2.4串行数字控制的主轴系统参数的设定及初始化操作1.主轴伺服画面显示参数串行主轴伺服画面显示参数(SPS)置为“1”FANUC—OC/OD系统:参数为389#1FANUC—16/16i/18/18i/Oi系统:参数为3111#12.主轴画面显示操作FANUC—16/18/Oi系统FANUC—OC/OD系统湖南科技工业职业技术学校周辉串行数字主轴设定画面3.串行数字主轴伺服画面湖南科技工业职业技术学校周辉串行数字主轴调整画面湖南科技工业职业技术学校周辉串行数字主轴监控画面湖南科技工业职业技术学校周辉2.3数控机床主轴的位置和速度控制装置及故障分析电动机内装传感器主轴编码器湖南科技工业职业技术学校周辉1.串行数字控制的主轴电动机速度检测装置湖南科技工业职业技术学校周辉主轴电动机速度检测装置的常见故障:(1。
10、)主轴电动机的速度超差报警(放大器为AL—02)主轴电动机的指令速度脉冲数与电动机反馈速度脉冲数的差值超过了规定值。主要原因有电动机的连接电缆JY2接触不良、电动机的相序接反、电动机内装速度检测装置故障及系统不良。(2)主轴电动机的速度反馈脉冲电压低报警(放大器为AL—31)产生故障的主要原因是系统提供的+5V电压低、电动机内装检测装置不良及系统主轴控制模块不良。湖南科技工业职业技术学校周辉2.数控机床主轴独立编码器的作用及信号连接(1)实现主轴与进给轴的同步控制。主轴编码器的作用:(2)实现恒线速度切削控制。(3)实现主轴定向准停控制。(4)实现主轴刚性攻丝控制。湖南科技工业职业技术学校周辉主轴编码器常见故障及维修:(1)不执行螺纹加工的故障及维修技术。(2)螺纹加工出现“乱扣”的故障及维修技术。(3)螺纹加工出现螺距不稳故障的原因分析。(4)主轴定向停不能完成故障及原因分析。(5)加工中心换刀过程的掉刀故障及原因分析。。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 chineseboy1
chineseboy1
本文标题:吸塑模具三维CAD系统的研究开发
链接地址:https://www.777doc.com/doc-282327 .html