您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 数控机床加工余量的确定
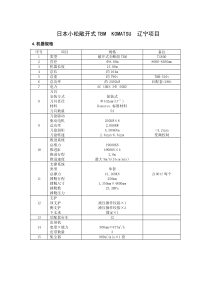
1加工余量的确定第5章工艺过程设计本章要点定位基准的选择工艺路线拟订工艺尺寸链工艺过程经济分析计算机辅助工艺过程设计2机械制造技术基础第5章工艺过程设计ProcessPlanning5.1制定工艺规程的步骤和方法StepsandMethodsofProcessPlanning35.1.1机械加工工艺规程机械加工工艺过程和工艺规程机械加工工艺过程采用各种机械加工方法,直接用于改变毛坯的形状、尺寸、表面质量,使之成为合格零件的全部劳动过程。机械加工工艺规程规定零件机械加工工艺过程的工艺文件。工艺规程的作用连接产品设计和制造过程的桥梁,是企业组织生产活动和进行生产管理的重要依据。45.1.1机械加工工艺规程表5-1机械加工工艺过程卡片工艺规程形式(工艺过程卡、工序卡、工艺卡)55.1.1机械加工工艺规程表5-1机械加工工艺过程卡片65.1.1机械加工工艺规程表5-1机械加工工艺过程卡片75.1.2机械加工工艺规程设计原则1)以保证零件加工质量,达到设计图纸规定的各项技术要求为前提。2)工艺过程有较高的生产效率和较低的成本。3)充分考虑和利用现有生产条件,尽可能作到平衡生产。4)尽量减轻工人劳动强度,保证安全生产,创造良好、文明劳动条件。5)积极采用先进技术和工艺,减少材料和能源消耗,并应符合环保要求。机械加工工艺规程设计原则85.1.3制定工艺规程所需原始资料产品的全套装配图及零件图产品的验收质量标准产品的生产纲领及生产类型零件毛坯图及毛坯生产情况本厂(车间)的生产条件各种有关手册、标准等技术资料国内外先进工艺及生产技术的发展与应用情况制定机械加工工艺规程所需原始资料91.阅读装配图和零件图了解产品的用途、性能和工作条件,熟悉零件在产品中的地位和作用,明确零件的主要技术要求。2.工艺审查审查图纸上的尺寸、视图和技术要求是否完整、正确、统一,分析主要技术要求是否合理、适当,审查零件结构工艺性。3.熟悉或确定毛坯确定毛坯的依据是零件在产品中的作用、零件本身的结构特征与外形尺寸、零件材料工艺特性以及零件生产批量等。常用的毛坯种类有铸件、锻件、焊接件、冲压件、型材等,其特点及应用见表5-4。5.1.4机械加工工艺规程设计步骤机械加工工艺规程设计步骤105.1.4机械加工工艺规程设计步骤表5-4各类毛坯的特点及适用范围毛坯种类制造精度(IT)加工余量原材料工件尺寸工件形状机械性能适用生产类型型材型材焊接件砂型铸造自由锻造普通模锻钢模铸造精密锻造压力铸造熔模铸造冲压件粉末冶金件工程塑料件13级以下13级以下11~1510~128~118~117~108~107~99~11大一般大大一般较小较小小很小小很小较小各种材料钢材铸铁,铸钢,青铜钢材为主钢,锻铝,铜等铸铝为主钢材,锻铝等铸铁,铸钢,青铜铸铁,铸钢,青铜钢铁,铜,铝基材料工程塑料小型大、中型各种尺寸各种尺寸中、小型中、小型小型中、小型小型为主各种尺寸中、小尺寸中、小尺寸简单较复杂复杂较简单一般较复杂较复杂复杂复杂复杂较复杂复杂较好有内应力差好好较好较好较好较好好一般一般各种类型单件单件小批单件小批中、大批量中、大批量大批量中、大批量中、大批量大批量中、大批量中、大批量114.选择定位基准(见5.2节)5.拟定加工路线(见5.3节)6.确定满足各工序要求的工艺装备5.1.4机械加工工艺规程设计步骤包括机床、夹具、刀具、量具、辅具等。工艺装备的选择在满足零件加工工艺的需要和可靠地保证零件加工质量的前提下,应与生产批量和生产节拍相适应,并应充分利用现有条件,以降低生产准备费用。对必须改装或重新设计的专用或成组工艺装备,应在进行经济性分析和论证的基础上提出设计任务书。127.确定各工序加工余量,计算工序尺寸和公差(见5.4,5.5节)8.确定切削用量(见3.6节)9.确定时间定额(见5.7.1节)10.编制数控加工程序(对数控加工)11.评价工艺路线对所制定的工艺方案应进行技术经济分析,并应对多种工艺方案进行比较,或采用优化方法,以确定出最优工艺方案(见5.6.3节)。12.填写或打印工艺文件5.1.4机械加工工艺规程设计步骤13机械制造技术基础第5章工艺过程设计ProcessPlanning5.2定位基准的选择SelectionofLocationDatum14在加工时用于工件定位的基准称为定位基准。又可进一步分为:5.2.1定位基准使用未经机械加工表面作为定位基准,称为粗基准。零件上根据机械加工工艺需要而专门设计的定位基准。如用作轴类零件定位的顶尖孔,用作壳体类零件定位的工艺孔或工艺凸台(图5-1)等。粗基准使用经过机械加工表面作为定位基准,称为精基准。精基准附加基准155.2.1定位基准工艺凸台A向A图5-1小刀架上的工艺凸台16a)b)c)5.2.2粗基准的选择◆保证相互位置要求原则——如果首先要求保证工件上加工面与不加工面的相互位置要求,则应以不加工面作为粗基准。◆余量均匀分配原则——如果首先要求保证工件某重要表面加工余量均匀时,应选择该表面的毛坯面作为粗基准。图5-2粗基准选择比较17图5-3床身粗基准选择比较工序1工序1工序2工序2◆便于工件装夹原则——要求选用的粗基准面尽可能平整、光洁,且有足够大的尺寸,不允许有锻造飞边、铸造浇、冒口或其它缺陷。也不宜选用铸造分型面作粗基准。◆粗基准一般不得重复使用原则5.2.2粗基准的选择185.2.2粗基准的选择a)b)图5-4粗基准重复使用错误示例及改进19图5-5主轴箱零件精基准选择5.2.3精基准的选择◆基准重合原则——选用被加工面设计基准作为精基准◆统一基准原则——当工件以某一表面作精基准定位,可以方便地加工大多数(或全部)其余表面时,应尽早将这个基准面加工出来,并达到一定精度,以后大多数(或全部)工序均以它为精基准进行加工205.2.3精基准的选择图5-7以顶面和两销孔定位镗孔支架图5-6置于箱体中部的吊架支承吊架21在实际生产中,经常使用的统一基准形式有:1)轴类零件常使用两顶尖孔作统一基准;2)箱体类零件常使用一面两孔(一个较大的平面和两个距离较远的销孔)作统一基准;3)盘套类零件常使用止口面(一端面和一短圆孔)作统一基准;4)套类零件用一长孔和一止推面作统一基准。采用统一基准原则好处:1)有利于保证各加工表面之间的位置精度;2)可以简化夹具设计,减少工件搬动和翻转次数。★注意:采用统一基准原则常常会带来基准不重合问题。此时,需针对具体问题进行具体分析,根据实际情况选择精基准。5.2.3精基准的选择22◆互为基准原则轴径轴径锥孔图5-8主轴零件精基准选择【例】主轴零件精基准选择(图5-8)5.2.3精基准的选择◆自为基准原则【例】床身导轨面磨削加工(图5-9)图5-9导轨磨削基准选择23图5-11浮动镗刀块1—工件2—镗刀块3—镗杆◆便于装夹原则——所选择的精基准,应能保证工件定位准确、可靠,并尽可能使夹具结构简单、操作方便。图5-10外圆研磨示意图【例】铰孔、拉孔、研磨(图5-10)5.2.3精基准的选择【例】浮动镗刀块镗孔(图5-11)245.2.3精基准的选择图5-12摇杆零件图φ40φ12H7铸造圆角R3其余倒角1×45°60±0.059.5φ20H71.63.23.23.21.64018M83.2R12710±0.1ABDC1545【例5-1】选择图5-12所示摇杆零件的定位基准。零件材料为HT200,毛坯为铸件,生产批量:5000件。25机械制造技术基础第5章工艺过程设计ProcessPlanning5.3加工路线的拟订DeterminetheMachiningRoute265.3.1加工方法的选择图5-13加工误差与成本关系CΔ0AB经济精度随年代增长和技术进步而不断提高(图5-14)在正常加工条件下(采用符合质量标准的设备和工艺装备,使用标准技术等级工人,不延长加工时间),一种加工方法所能保证的加工精度和表面粗糙度(图5-13AB段)加工经济精度加工误差(μm)196010-110-210-319202000102101100年代图5-14加工精度与年代的关系一般加工精密加工超精密加工275.3.1加工方法的选择1)零件加工表面的精度和表面粗糙度要求2)零件材料的加工性3)生产批量和生产节拍要求4)企业现有加工设备和加工能力5)经济性选择加工方法应考虑的问题外圆表面、孔及平面加工方案参见教材表5-5,5-6,5-7(20世纪90年代)。285.3.1加工方法的选择典型表面加工路线研磨IT5Ra0.008~0.32超精加工IT5Ra0.01~0.32砂带磨IT5Ra0.01~0.16精密磨削IT5Ra0.008~0.08抛光Ra0.008~1.25金刚石车IT5~6Ra0.02~1.25滚压IT6~7Ra0.16~1.25精磨IT6~7Ra0.16~1.25精车IT7~8Ra1.25~5粗磨IT8~9Ra1.25~10半精车IT10~11Ra2.5~12.5粗车IT12~13Ra10~80图5-15外圆表面的典型加工工艺路线295.3.1加工方法的选择图5-16孔的典型加工工艺路线珩磨IT5~6Ra0.04~1.25研磨IT5~6Ra0.008~0.63粗镗IT12~13Ra5~20钻IT10~13Ra5~80半精镗IT10~11Ra2.5~10粗拉IT9~10Ra1.25~5扩IT9~13Ra1.25~40精镗IT7~9Ra0.63~5粗磨IT9~11Ra1.25~10精拉IT7~9Ra0.16~0.63推IT6~8Ra0.08~1.25饺IT6~9Ra0.32~10金刚镗IT5~7Ra0.16~1.25精磨IT7~8Ra0.08~0.63滚压IT6~8Ra0.01~1.25手饺IT5Ra0.08~1.25305.3.1加工方法的选择图5-17平面典型加工工艺路线抛光Ra0.008¬1.25研磨IT5~6Ra0.008¬0.63精密磨IT5~6Ra0.04¬0.32半精铣IT8~11Ra2.5¬10精铣IT6~8Ra0.63~5高速精铣IT6~7Ra0.16¬1.25导轨磨IT6Ra0.16¬1.25精磨IT6~8Ra0.16¬1.25宽刀精刨IT6Ra0.16¬1.25粗磨IT8~10Ra1.25¬10精刨IT6~8Ra0.63~5半精刨IT8~11Ra2.5~10半精车IT8~11Ra2.5~10粗铣IT11~13Ra5~20粗刨IT11~13Ra5~20砂带磨IT5~6Ra0.01¬0.32金刚石车IT6Ra0.02¬1.25刮研Ra0.04¬1.25精车IT6~8Ra1.25~5粗车IT12~13Ra10~80精拉IT6~9Ra0.32~2.5粗拉IT10~11Ra5~20315.3.2加工顺序的安排先基准后其他——先加工基准面,再加工其他表面先面后孔——有两层含义:1)当零件上有较大的平面可以作定位基准时,先将其加工出来,再以面定位,加工孔,可以保证定位准确、稳定2)在毛坯面上钻孔或镗孔,容易使钻头引偏或打刀,先将此面加工好,再加工孔,则可避免上述情况的发生先主后次——也有两层含义:1)先考虑主要表面加工,再安排次要表面加工,次要表面加工常常从加工方便与经济角度出发进行安排2)次要表面和主要表面之间往往有相互位置要求,常常要求在主要表面加工后,以主要表面定位进行加工先粗后精机械加工工序的安排32为改善工件材料切削性能而进行的热处理工序(如退火、正火等),应安排在切削加工之前进行为消除内应力而进行的热处理工序(如退火、人工时效等),最好安排在粗加工之后,也可安排在切削加工之前为了改善工件材料的力学物理性质而进行的热处理工序(如调质、淬火等)通常安排在粗加工后、精加工前进行。其中渗碳淬火一般安排在切削加工后,磨削加工前。而表面淬火和渗氮等变形小的热处理工序,允许安排在精加工后进行为了提高零件表面耐磨性或耐蚀性而进行的热处理工序以及以装饰为目的的热处理工序或表面处理工序(如镀铬、镀锌、氧化、煮黑等)一般放在工艺过程的最后。5.3.2加工顺序的
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 xiaohuispy
xiaohuispy
本文标题:数控机床加工余量的确定
链接地址:https://www.777doc.com/doc-285029 .html