您好,欢迎访问三七文档
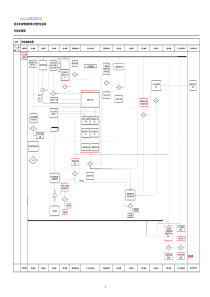
数控技术第五章数控加工编程铣床数控编程数控技术第五章数控加工编程铣床编程实例1数控技术第五章数控加工编程1、工艺分析从图上要求看出,凸轮曲线分别由几段圆弧组成,Φ30孔为设计基准,其余表面包括4-Φ13H7孔均已加工。故取Φ30孔和一个端面作为主要定位面,在联接孔Φ13的一个孔内增加削边销,在端面上用螺母垫圈压紧。因为孔是设计和定位的基准,所以对刀点选在孔中心线与端面的交点上,这样很容易确定刀具中心与零件的相对位置。数控技术第五章数控加工编程2、加工调整加工坐标系在X和Y方向上的位置设在工作台中间,在机床坐标系中取X=-400,Y=-100。Z坐标可以按刀具长度和夹具、零件高度决定,如选用Φ20的立铣刀,零件上端面为Z向坐标零点,该点在机床坐标系中的位置为Z=-80处,将上述三个数值设置到G54加工坐标系中。加工工序卡如表所示。数控技术第五章数控加工编程数控技术第五章数控加工编程数控技术第五章数控加工编程数控技术第五章数控加工编程N10G54G00X0Y0Z40S600M03//进入加工坐标系N20G90G17X-73.8Y20//由起刀点到加工开始点N30G00Z2//下刀至零件上表面N40G01Z-16F200//下刀至零件下表面以下1mmN50G42G01X-63.8Y10F80H01//开始刀具半径补偿N60G01X-63.8Y0//切入零件至A点N70G03X-9.96Y-63.02R63.8//切削ABN80G02X-5.57Y-63.76R175//切削BCN90G03X63.99Y-0.28R64//切削CDN100G03X63.72Y0.03R0.3//切削DEN110G02X44.79Y19.6R21//切削EFN120G03X14.79Y59.18R46//切削FGN130G03X-55.26Y25.05R61//切削GHN140G02X-63.02Y9.97R175//切削HIN150G03X-63.80Y0R63.8//切削IAN160G01X-63.80Y-10//切出零件N170G01G40X-73.8Y-20//取消刀具补偿N180G00Z40//Z向抬刀N190G00X0Y0M02//返回加工坐标系原点,结束参数设置:H01=10;G54:X=-400,Y=-100,Z=-80。数控技术第五章数控加工编程编制如图所示零件的程序,零件上4个方槽的尺寸、形状相同,槽深2mm,槽宽10mm,未注圆角半径为R5,设起刀点为(0,0,200)。Y3050205018015302030110图例XOXYZO铣床编程实例2数控技术第五章数控加工编程Y3050205018015302030110图例XOXYZOO1(MAIN_PROGRAMM)N01G90G92X0Y0Z200设置起刀点的位置N02G00X30.Y15.Z5.快速移至第一切削点上方N03G91S600M03相对坐标,主轴正转600r/minN04M98P10调用子程序10数控技术第五章数控加工编程Y3050205018015302030110图例XOXYZOO10(SUB_PROGRAMM)N1G01Z-7.F50N2X50.F150N3Y30.N4X-50.N5Y-30.N6G00Z7N7M99数控技术第五章数控加工编程Y3050205018015302030110图例XOXYZON05G00X70.N06M98P10.N07G00X-70.Y50.N08M98P10N09G00X70.N010M98P10.N011M05N012G90G00X0Y0Z200N013M02数控技术第五章数控加工编程铣床编程实例3数控技术第五章数控加工编程0数控技术第五章数控加工编程数控技术第五章数控加工编程N0005G54G40G49G80G17N0010G00Z2S800M03N0020X15Y0M08N0030M98P0100;调一次子程序,槽深为2㎜N0040G91M98P0100;再调一次子程序,槽深为4㎜N0050G01Z2M09N0060G00X0Y0Z150N0070M02;主程序结束--------------------------------------------------------------------------------------O0100;子程序开始N0020G01Z-2F80N0030G90G03X15Y0I-15J0N0040G01X20N0050G03X20YOI-20J0N0060G41G01X25Y15;左刀补铣四角倒圆的正方形N0070G03X15Y25I-10J0N0080G01X-15N0090G03X-25Y15I0J-10N0100G01Y-15N0110G03X-15Y-25I10J0N0120G01X15N0130G03X25Y-15I0J10N0140G01Y0N0150G40G01X15Y0;左刀补取消N0160M99;子程序结束若加工深度为4,分两次加工,采用子程序数控技术第五章数控加工编程加工中心编程数控技术第五章数控加工编程例对图所示的5-ф8mm深为50mm的孔进行加工。显然,这属于深孔加工。利用G73进行深孔钻加工的程序为:O40N10G56G90G0X0Y0//选择2号加工坐标系,N15G01Z60F2000//到Z向起始点N20M03S600//主轴启动N30G98G73X0Y0Z-50R30Q5F50//选择高速深孔钻方式加工1号孔N40G73X40Y0Z-50R30Q5F50//选择高速深孔钻方式加工2号孔N50G73X0Y40Z-50R30Q5F50//选择高速深孔钻方式加工3号孔N60G73X-40Y0Z-50R30Q5F50//选择高速深孔钻方式加工4号孔N70G73X0Y-40Z-50R30Q5F50//选择高速深孔钻方式加工5号孔N80G01Z60F2000//返回Z向起始点N90M05//主轴停N100M30//程序结束并返回起点加工坐标系设置:G56X=-400,Y=-150,Z=-50。系统设定退刀排屑量d为2。数控技术第五章数控加工编程1234数控技术第五章数控加工编程stepoperationtoolSpeedrpmFeed(mm/min)1CenterdrillallholesΦ3mmcenterdrill1000502PeckdrillallholesΦ8mmdrill600403TapallholesM10mmTap15030数控技术第五章数控加工编程TheprogramofdrillingWordsaddresscommandMeaningO0001ProgramnumberN005G90G21G40G49G80G17Absolute,metricmode,cancelcutterradiusandlengthcompensation,cancelfixedcycleandX-YplaneselectionN010G54WorkpiececoordinatesystemselectionN015M06T01Changetool1N020S1000M03Startspindleat1000rpmN025G43G00H01Z128Rapidtool1to128mmabovepartN030X0.Y0.M08RapidtoprogramzeroandcoolantonN035X20.Y20.Rapidtohole1数控技术第五章数控加工编程N040Z20Rapidto20mmabovepartN045G01Z2.F100LinearinterpolationplungetoZ2mmatfeedrate100rpm/minN050G81R2Z-3F50Startcenterdrillcycleathole1finaldepthisZ-3mm,returnto2mmabovepartN055Y45Centerdillhole2N060X70Centerdillhole3N065Y20Centerdillhole4N070G80M05CancelfixedcyclesG81N075G00Z100Rapidto100mmabovepartN080T02M06Changetool2N85S600M03数控技术第五章数控加工编程N090G43G00H02Z128N095X0.Y0.M08N100X20Y20.N105Z20N110G01Z2F100N115G83R2Z-35Q5.F40.Deepdrillcycleathole1finaldepthisz-38;5mmpeckdepth;rapidto2mmabovepartN120Y45.Deepdrillhole2N125X70Deepdrillhole3N130Y20Deepdrillhole4N135G80M05G83cyclecanclled数控技术第五章数控加工编程N140G00Z100N145M06T03N150S150M03N155G43G00H03Z128N160X0.Y0.M08N165X20.Y20.N170Z20N175G01Z2.F100N180G84R2.Z-35.F1Tapcycleathole1N185Y45.N190X70N195Y20N200G80G54cyclecancelled数控技术第五章数控加工编程N210G00Z100M05N220M09CoolantoffN225M30例:如图所示零件,进行打中心孔、钻孔、攻螺纹等加工。主程序为O0003;钻中心孔、钻孔、倒角、攻螺纹和钻孔位置子程序分别为O0100、O0200、O0300、O0400和O0500号。工件坐标系的原点为W,固定循环的初始平面为Z=250㎜,R点平面为Z=2㎜,钻通孔钻头伸出量为2㎜,中心孔的孔深为1.5㎜,倒角深度为1㎜,其它尺寸如图。刀具:T01(中心钻)T02(Ф8.5钻头)T03(倒角钻头)T04(M10丝锥)。4321WФ80XYXZ228.515M10WO0100;钻中心孔子程序N85G99G81X-40.0Y0R2.0Z-1.5F10.0;钻中心孔循环,钻第1个孔的中心孔N90M98P0500;调用孔位置子程序(二级调用),钻2、3、4孔的中心孔N95M99;O0200;钻孔子程序N100G99G81X-40.0Y0R2.0Z-17.0F10.0;钻第1个孔N105M98P0500;调用孔位置子程序,钻2、3、4孔N110M99;O0300;倒角子程序N115G99G81X-40.0Y0.R2.0Z-1.0F20.0;第1个孔倒角N120M98P0500;调用孔位置子程序,对2、3、4孔倒角N125M99;O0400;攻丝子程序N130G99G84X-40.0Y0R2.0Z-17.0F10.0;攻第1个孔N135M98P0500;调用孔位置子程序,对2、3、4孔攻丝N140M99;O0500;位置子程序N150X0Y40.0;第2个孔的位置N155X40.0Y0;第3个孔的位置N160X0.0Y-40.0;第4个孔的位置N162M05;N165M99;4321WФ80XYXZ228.515M10WO0003;主程序N10G54G90G00X0Y0Z250.0;选择工件坐标系,快进到换刀点N15T01M06;换上01号刀具—中心钻N20S1500M03M08;启动主轴,开冷却液N22G43G00Z5H01;01号刀具长度补偿N25M98P0100;在四个孔中心孔位置打中心孔N30G49G00Z250T02M06;换02号刀具—Ф8.5钻头N35S1000M03M08;启动主轴,开冷却液N36G43G00Z5H02;02号刀具长度补偿N40M98P0200;钻四个孔N45G49G00Z250T03M06;换03号刀具—倒角N50S1500M03M08;启动主轴,开冷却液N52G43G00Z5H03;03号刀具长度补偿N55M98P0300;给每个孔倒角N60G49G00
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 fengaihua321
fengaihua321
本文标题:数控编程实例学生版
链接地址:https://www.777doc.com/doc-287599 .html