您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 模具设计实例1001招
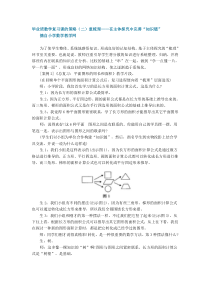
的中间部位被不知道什么东西砸了一个大约12X3的月牙型的疤,可能是园头的铁器碰的,伤痕边上浅,中间深,最深处有0.3毫米。按常规这个定模镶件要降低0.5,重新腐蚀花纹就可以了,可是当时国内的蚀纹水平是做不到的,因为没有花纹的“菲林”版。最近的也要到台湾,原版是日本的。不说钱,仅时间,一来一回最快也要10天。我将这情况向老板娘张太太讲了,她头上的冷汗立刻挂了下来,她说:“查先生,听说你很有本事的,你帮帮忙,想想办法吧,我们从台湾来大陆开厂很不容易的,拖10天我们就完了,交不了货,误了船期,倾家荡产也赔不起。我先生都快急疯了”。我趁他们不注意,拿一截断锯片在反面的倒角处刮了一下,我知道很幸运,没淬火,硬度在32度左右,我心里已经有了一个方案。我叫阿航带客人去饭店吃饭,并且轻轻对他说:“给我2个小时”。我叫了另外一个学生朱锦耀(现中山志和模具部主管朱仔)做我的帮手,因为中午工人都去吃饭了,我只能自己动手。我先在定模镶件反面对准损伤的地方钻了一个16毫米的球底孔,真是好运气,离开水孔还有5毫米。控制孔底到型面的钢料厚度留2到2.5左右。然后拿一根16毫米的顶杆,头部磨成球头的形状,截下100毫米长。来轻轻打击孔的球形底部(千万不能重击),使得正面有伤疤的部位高出型面0.4左右,(用百分表测量)然后用最粗的砂布盖在伤疤上,用一根平头的硬度25以下的铁棒轻轻的把高出的部分打回去(一定要轻),基本平了以后,再用球头打出来,再打回去,反复循环。每打一次,换一次砂布。反复折腾了七八个回合,等伤疤彻底看不见了,砂纹也基本吻合接顺了。再上火花机用铜丝刷补纹。然后将球头的顶杆截下一段,和反面齐平,并且倒3x45度角,填满定模镶件反面的孔,然后烧氩焊,磨平。搞定。反面的外表根本看不出焊的痕迹,正面的砂纹天衣无缝。火花机用铜丝刷补纹的做法是这样的,找一根较粗的电线,中间的铜丝必须是多股的细铜丝。剥去一截大约20毫米长的外皮。将铜丝剪齐,搞成象刷子一样。另一头固定在火花机连接电极的任何地方。再将要补纹的工件放在火花机的台面上,如果是大件,放不上台面,可用一根电线将工件和台面连接起来。操作者必须双手带绝缘的手套,穿绝缘的鞋,并且站在干燥的木板上。左手拿一把毛刷,右手拿前面讲的铜丝刷,用毛刷沾一点火花油,甩在要补纹的部位,右手的铜丝刷轻轻地在要补纹的部位刷动就可以了。调整电流的大小可控制砂纹的粗细。我和学生洗完手,匆匆吃完盒饭,客人已经到了我的办公室。我只说了一句:幸不辱命。黄雄飞和张太太象中了邪一样将修好的模件翻来覆去地看。我不知道怎样形容他们当时的表情和心情。反正是不可思议和赞不绝口,问我是怎么搞的,我笑了笑说:“我是学魔术的”。张太太拿了10张“金牛”(10000港币)给我,我推诿了两下也就不客气了。当晚,带了一帮狐朋狗友到外面潇洒了一把,一万港币花了个精光。(1989年,一万港币也不算少了)有同学问我,查老师,你们是怎么潇洒的?嘿嘿。我说,你好好学,等你学到了本事,赚到了大钱,想怎么潇洒就怎么潇洒。不过,千万记住,赚一百用九十,留一点点,不要象我一样,把一万块全花完了。第二篇:起死回生,海尔冰箱果菜盒模具化腐朽为神奇那时我刚到广州林仕豪做总工程师,有一桩终身难忘的事。当时,公司接了青岛海尔一批电冰箱的注塑模具,生意是6个月前定的,模具早就做好了。就是到如今模具还没有交出去,原因是其中有一套“果菜盒”的模具,尺寸有问题,其他20多套都过关了,但就是整批模具不能验收。对方是中外合资的,外资方是出了名的难缠,已经发了最后通牒:10天内搞不定将整体退货,除了追回400万定金,还要索赔。我这时才明白,林老板花2万元月薪请我来,还挂了总工程师的头衔,原来是为了这档子买卖,我呸。说归说,事情还是要搞定的。听管该项目的工程师介绍,东西很简单,就是一个长方形的透明塑料盒。透明亚加力(有机玻璃)的,底部四周是晒了纹的,花纹高度30.,定模镶件如图:尺寸500x400x250其实模具是做的非常讲究,毕竟是外资厂,但是,是人就会犯错误,很正常,就一个错误,产品整个长了1毫米,看来是没招了,不准焊(因为是透明件)、不准镶(型面不能有夹线),重新投料做又赶不上时间。我仔细看了模具图,又看了拆开的模具,得出以下结论;1、产品仅长度方向长了1毫米。其他尺寸没问题。2、对应的动模镶件可以单边减少1毫米,再重新抛光。3、定模镶件要单边缩减1毫米,不锈钢的(ASSABS136H,硬度HRC32),没有花纹的部位可以重新加工,抛光,但是不能破坏花纹,(废话,晒纹要将模具拿到日本)型面绝对不能有焊纹。4、搞定时间:8天。5、公司的任何设备、技术人员可随意调用。6、如果10天搞不定,后果不堪设想。模具其他方面没有任何问题。就是那要命的1毫米。看来这一次老查可能要栽了。我在车间转了半个小时,仔细观看了所有的设备,设备是当时广州所有模具企业中最好的,使我这个来自内地的“老农民”大开眼界。其中一台200吨的液压研模机引起了我极大的兴趣。一个大胆的计划油然而生。我躲在吸烟室连抽了5支烟,又在图板上趴了3个小时(当时还没有个人电脑),又一气呵成写了实施方案。老板召集了公司所有的技术人员和模具师傅来讨论我的方案。当时的结论是:匪夷所思,拍案叫绝。还有一句成语就留到成功了再讲吧。现在把我的办法简单地介绍给大家先将定模镶件加工成如下图。要压缩的部位留下8毫米厚。再用同样的模具钢(S136H)做成下图的零件将二件放在一起二件中间是有1.2毫米的间隙的。然后竖起来放到200吨的研模机上去压。到第5天,全部的准备工作都做完了,就等最后“惊心动魄”的一压,老板召集公司里了很多人来参观,约定下午2点开始压,他很贼,很想把我那一点点压箱底的家当全掏出来。我也紧张,万一有什么不顺利,我的“模具大王”的招牌就砸了。我趁中午休息的时间,叫了几个帮手。其中有一个叫吴金阳,以前是江苏盐城“燕舞集团的”,绰号“小羊羔”,(5斤重的羊是很小,但他现在可是大老板)干活很利索。我们一下子就搞定了。我其实保留了一招,我压的时候用了5个小的百分表,被挤压的内部平面的4个角部和中间各一个,看着表值10丝10丝向下进,到了1.3后停止下压,机器抬高后表值又自动弹回1.05。其实,压的过程我也不想给别人看。(不是保守,是怕搞不定出丑)我最大的收获是,5个百分表的数值是不同的。有关塑性力学的道理,在这里就不详细讲了。(证明人:邱志明,当时生产主管,吴金阳,当时林仕豪的模具工)然后在事先倒好的角处烧上氩焊,把多余的部分磨平,分型面磨低了3个丝。外表一点也看不出修理的痕迹来,简直天衣无缝。(这句成语是前面留的)等到下午2点上班,来看试验的人群围过来,我已经在洗手了。林老板看了看,他也知道我的小心眼,二话没说,塞了个信封在我口袋里。当天晚上可没有出去潇洒,我还有更重要的事情呢。第三篇:中华神功,倪志福钻头发虎威那还是我在林仕豪当总工程师的时候,公司接了一款“美的”空调面板的模具,定模板厚度160毫米。中间要开一个1100X700的方型通孔,用来放定模镶件的。通常的做法是打排孔,让中间的一块掉下来。再上加工中心精铣内框。我看到钳工二班的武师傅在摇臂钻床上正干得满头大汗。身高一米八五的西北大汉,平时和我很熟。我戏称他“武大郎”。我拍了拍他的肩膀说:“大郎,快点钻,加工中心那边在等了”。一旁的香港主管吴生听后回答道:“查大侠,你别催,你画图纸我是服你的,这个钻孔么…嘿嘿。不信你来试试”。边上加拿大的主管也来凑热闹:“麦斯特查,你行吗?”,我心想,吗你个头,我不趁机露一手,以后就没有机会了。我拿了一支12X300的加长钻,手一掂,挺沉,再一看,鹰牌的,好货。我到磨刀间磨好了钻头,并在工具磨床上开了断屑槽。走到钻床边,武大郎接过我磨的钻头看了看,又递给那个洋鬼子看。小鬼子看了我磨的钻头,笑得捂着肚子直哆嗦,并且把钻头举过头顶大声叫道:“快来看啊,查总工磨了一个钻木头的钻头”,我心里暗暗好笑,我问大郎,你每钻一个孔要多长时间?“20分钟吧”大郎回答,“反正这家伙2天也钻不完。”“我帮你5分钟钻穿一个孔”我轻轻地说。这下子炸了窝了,好多工友都围了过来,“麦斯特查”小鬼子笑着说,“不要吹牛,别说5分钟,你假如10分钟钻穿,我请你吃宵夜”。香港的吴主管也来凑热闹:“查生,你假如8分钟钻穿,我输你一千港币,那你做不到呢”?“我跟倪志福学的,我不会输的,不过,假如我5分钟钻不穿,我请大家喝酒”。老板林先生是加拿大籍华人,他对我很了解。他很希望我到公司后,提升公司的技术水平,这时也走过来说:“查生输了,我请客”。结果我亲自操作摇臂钻床,我也憋了一口气,一直到钻穿,楞是没有退一下钻头,(冷冻油是进口的,而且是冻的)吓得旁边的人大呼小叫。真正钻穿的时间是3分17秒。(我最高的记录是:45钢,160厚,12毫米钻头,3分零5秒,地点:上海南汇力格模具厂,时间:2006年,证明人:谈峤)。这下子我们的“港澳同胞和国际友人”搞不明白了,取下钻头,象见了外星人一样翻来翻去看个不停,武大郎说:“我听说过倪志福钻头,但是从来没有见过”。应林老板和工友们的要求,下面对倪志福钻头做简单的介绍:倪志福钻头,是用普通麻花钻头磨成的,是倪志福先生和他的师傅李福祥先生共同发明的,因为倪志福磨钻头发明创造出了名,当了国家的副总理,他谦虚地说,这是群众发明的,今后就叫“群钻”吧。现在的教科书上都称“群钻”。是中国人在机械加工领域对世界的重大贡献,在同样的钻削条件下,可提高钻削速度和钻头寿命3~5倍。由于原理太复杂,大家可去看《机械设计手册》。我仅简单讲一下,为什么会钻得快。“群钻”的横刃短,钻45钢时是0.75,轴向阻力小。“月牙槽“减小了主切削刃的负前角,大大减少了切削阻力。修刃角大大减少了刃尖角的磨损,修前面大大减少了主切削刃的磨损,钻头的单次刃磨寿命延长5倍以上。断屑槽使得铁屑有规律地折断,不会缠在钻头上。后角从3度到无穷大的渐变,形成一个非常光滑的后面。使得断屑能够顺利地滑出来。一般在钻200毫米以下的深度不用退钻头。但是麻花部分要尽量地长,螺旋角要大。我受倪志福老师的教导(仅听过他的讲座),1975年,花了整整一年的时间来研究和试磨,有一点点深刻的感受。倪志福钻头,好东西。在我漫长的模具生涯中,受益匪浅。第四篇:胯下之辱激起我豪情万丈1968年在上海高中毕业后。来到常州郊区的一个乡镇模具厂做学徒,错过了高考,生性好强的我暗暗地下了决心,既然做了模具这行,一定要在模具行业混出点名堂来。我如饥似渴地收集和学习当时在国内能找到的任何有关模具的资料。(当时能找到的资料实在少的可怜)1970年底的一个寒冷的冬天,在上海沪西工人俱乐部举办一个“金属材料冷挤压技术展览会”,欣喜若狂的我专程从常州赶到上海(当时很不容易)。一般上海人凭工作证就可以入场,虽然我是讲的标准上海话,但是因为我的工作证是“社办厂”的(现在叫乡镇企业),门卫不让我进去。并且讲了一些令“乡下人”非常难受的话。我感到受了奇耻大辱。但是我还是要感谢这位门卫先生,说句心理话,这次“胯下之辱”事件是我日后诸多发明创造的的主要动力。展览会没看成,家在上海的父母又都在五.七干校学习,家里没人,我只能冒着凛冽的寒风在人民广场四周瞎逛。在人民公园北门右边的厨窗里,一个模型吸引了我。那是上海某橡胶厂生产自行车轮胎的模型。十层,会动的。看得我如痴如醉,零下5度站了二个小时,脚冻麻了也不知道。假如注塑模具能做成多层的该多好啊。但是我知道,实际生产时谈何容易,橡胶制品生产时是比较容易实现的,片料是一层一层用手放进去的。它利用每层之间的作用力和反作用力相互抵消的简单道理,硫化机实际上只用了压一层的压力,就完成了压十层的工作。但是注塑模具是自动的,融熔的塑料怎么进去,凝固后的产品怎么自动出来?这个问题困惑了我几十年。经常会梦见一层一层的模板叠在一起。产品象瀑布一样落下来。毕竟是南柯一梦,我的知识底蕴,还不能将之变成事实。有幸在1977年参加了高考,并考上了大学(现在的江苏大学),学到了许多模具行业必须的基础知识,并初步学到了有关计算机的常识。随着三维软件的发
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 ada321654
ada321654
本文标题:模具设计实例1001招
链接地址:https://www.777doc.com/doc-287826 .html