您好,欢迎访问三七文档
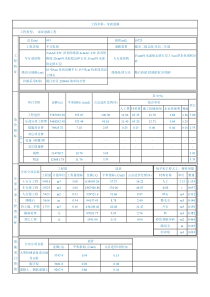
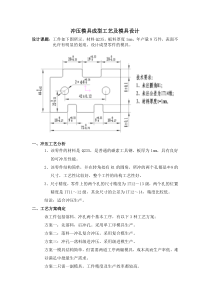
冲压模具成型工艺及模具设计设计课题:工件如下图所示,材料Q235,板料厚度1mm,年产量8万件,表面不允许有明显的划痕。设计成型零件的模具。一、冲压工艺分析1、该零件的材料是Q235,是普通的碳素工具钢,板厚为1mm,具有良好的可冲压性能。2、该零件结构简单,并在转角处有R1的圆角,所冲的两个孔都是Φ8的尺寸,工艺性比较好,整个工件的结构工艺性好。3、尺寸精度,零件上的两个孔的尺寸精度为IT12~13级,两个孔的位置精度是IT11~12级,其余尺寸的公差为IT12~14,精度比较低。结论:适合冲压生产。二、工艺方案确定该工件包括落料、冲孔两个基本工序,有以下3种工艺方案:方案一:先落料,后冲孔。采用单工序模具生产。方案二:落料—冲孔复合冲压,采用复合模生产。方案三:冲孔—落料级进冲压,采用级进模生产。方案一模具结构简单,但需要两道工序两幅模具,成本高而生产率低,难以满足中批量生产需求。方案二只需一副模具,工件精度及生产效率都较高。方案三也只需要一副模具,生产效率高,操作方便,但位置精度不如复合模具冲裁精度高。通过对上述三种方案的分析比较,成型该零件应该采用方案二复合模具成型。三、确定模具类型及结构形式1、该零件质量要求不高,板的厚度有1mm,孔边距有14mm,所以可以选用倒装复合模。2、定位方式的选择:控制条料的送进方向采用两个导料销,控制条料的送进步距采用挡料销。3、卸料、出件方式的选择:采用弹性卸料。下出件,上模刚性顶件。4、导向方式的选择:为了方便操作,该模具采用后侧导柱的导向方式。冲压件的形状简单、精度要求不高、生产批量为中批量,为了使得模具寿命较高,采用有导向、弹性卸料、下出件的模具结构形式。四、工艺计算1、确定最佳排样方式,并计算材料利用率,选择板料规格。该零件为近似矩形零件,设计排样1、排样2两种排样方式,如图:排样1排样2查《冲压手册》表2-18,最小搭边值是:工件间:1.2mm、侧边:1.5mm。工件面积:72×44-2×8×9-19×8-13×8-2×π×42=2667.5mm2排样1:取搭边值1.5mm条料宽度B=47mm步距L=73.5mm材料利用率:η=2667.5/(47×73.5)=77.2%排样2:取搭边值1.5mm条料宽度B=75mm步距L=45.5mm材料利用率:η=2667.5/(75×45.5)=78.2%比较两种排样方式,后者材料利用率较高,所以冲裁工件的排样方式可以采用排样2排列方式。排样图如下选用1mm×900mm×1200mm的板料,可以裁12条,每一条可以冲26件。总的材料利用率:12×26×2667.5/(900×1200)=77%2、计算冲床合力并预选冲床L=(272+50)=322mmt=1mmσb=450Mpa冲压力F=Ltσb=322×1×450=144900N≈145KN查《冲压工艺及模具设计》表3-11K卸=0.05K推=0.055K顶=0.06卸料力:F卸=K卸×F落料=272×1×450×0.05=6120N倒装复合模:顶件力等于零推件力:刃口高度为10n=8/1n取8F推=K推×F冲孔×8=0.055×50×1×450×8=9900N冲压合力F合=F+F卸+F推=145000+6120+9900=161020N≈161KN根据冲压合力预选J23—25的曲柄压力机3、确定冲裁压力中心(计算时忽略R1)如图所示X1=0X2=6.5X3=13X4=23X5=33X6=42.5X7=52X8=62X9=72X10=63X11=54X12=49.5X13=45X14=36X15=27X16=22.5X17=18X18=9X19=15X20=57Y1=18Y2=36Y3=40Y4=44Y5=40Y6=36Y7=40Y8=44Y9=22Y10=0Y11=4Y12=8Y13=4Y14=0Y15=4Y16=8Y17=4Y18=0Y19=22Y20=22L1=36L2=13L3=8L4=20L5=8L6=19L7=8L8=20L9=44L10=18L11=8L12=9L13=8L14=18L15=8L16=9L17=8L18=18L19=25L20=25X0=(0×36+6.5×13+13×8+23×20+33×8+42.5×19+52×8+62×20+72×44+63×18+54×8+49.5×9+45×8+36×18+27×8+22.5×9+18×8+9×18+15×25+57×25)/322=37.54Y0=(36×18+13×36+8×40+20×44+8×40+19×36+8×40+20×44+44×22+18×0+8×4+9×8+8×4+18×0+8×4+9×8+8×4+18×0+25×22+25×22)/322=21.3取X0=40Y0=20作为模具压力中心的位置4、确定冲裁凸模和凹模的工作刃口尺寸落料以落料凹模为基准计算,落料凸模根据凹模和最小间隙计算,也可以根据凹模实际尺寸和间隙配制。冲孔以冲孔凸模为基准计算、冲孔凹模根据凸模合最小间隙计算,也可以根据凸模实际尺寸和间隙值配制。冲孔用分别加工法进行计算,落料、中心尺寸用配合加工法进行计算。间隙值查《冲压工艺及模具设计》表3-4,Zmin=0.100mmZmax=0.140mm落料凹模磨损后变大尺寸:44−0.620、20−0.330、18−0.270、72−0.740、22−0.520磨损系数查《冲压工艺及模具设计》表3-5A1=(44−0.5×0.62)0+0.62/4=43.690+0.155(X1=0.5)A2=(20−0.75×0.33)0+0.33/4=19.750+0.083(X2=0.75)A3=(18−0.75×0.27)0+0.27/4=17.800+0.067(X3=0.75)A4=(72−0.5×0.74)0+0.74/4=71.630+0.185(X4=0.5)A5=(22−0.5×0.52)0+0.52/4=21.740+0.13(X5=0.5)A5尺寸要标注在凸凹模上,所以要转化到凸凹模尺寸A5凸凹模=(21.74−0.1)−0.090=21.64−0.090(公差:Zmax-Zmin-0.52/4=-0.09,根据工件22−0.520,凸模最小值=22-0.52-Zmin/2=21.43,凸模最大=22-0.13-Zmax/2=21.8,所以取凸凹模标注尺寸21.77−0.130)落料凹模磨损后变小尺寸:190+0.33、90+0.22磨损系数查《冲压工艺及模具设计》表3-5X=0.75B1=(19+0.33×0.75)−0.33/40=18.75−0.0830B2=(9+0.22×0.75)−0.22/40=8.835−0.0550落料凹模磨损后不变尺寸:42±0.12、8±0.1C1=42±0.12/4=42±0.03C2=8±0.1/4=8±0.025落料凸模(凸模固定板)按凹模实际尺寸配做,保证间隙0.100~0.140mm冲孔凸模磨损后变小尺寸:Φ80+0.16公差为IT12~IT13级凸、凹模公差按IT8级,δ凸模=0.020mmδ凹模=0.020mm校核间隙|δ凸模|+|δ凹模|=0.020+0.020=0.040=Zman-Zmin=0.0可行磨损系数查《冲压工艺及模具设计》表3-5X=0.5B1凸模=Φ(8+0.5×0.16)−0.020=8.08−0.020B1凹模=Φ(8.08+0.1)0+0.02=8.180+0.025、确定弹性元件聚氨酯橡皮允许承受的载荷较弹簧大,并且安装方便,所以选用橡皮。卸料力为F卸=6120N橡皮的高度:H自由=H工作/(0.25~0.3)=32~26.7取30式中H工作=t+1+H修磨=1+1+6=8橡皮的面积:A=F卸/p=23538~12240mm2式中p为橡皮预压(压10%~15%H自由)时单位面积上的压力,取0.26~0.5取一块整开凸模孔的合四个卸料螺钉孔160×160×25的聚氨酯橡皮.面积校核:160×160-2768-452=22380mm2>12240mm2可行五、编写工艺文件冲压工艺过程卡材料牌号及规格材料技术要求毛坯尺寸每件毛坯可制件数毛坯重量辅助材料Q235[1(±0.1)×900×1200]条料[1×75×1200]26工序号工序名称工序内容加工简图设备工艺装备0下料剪板机上裁板75×12001落料冲孔落料冲孔复合冲裁J23-25落料冲孔复合模六、选择和确定模具主要零部件的结构和尺寸1、工作零件的结构及尺寸设计(1)凸凹模:为了便于加工,凸凹模设计成直通式,1个M8沉头螺钉固定在垫板上,与凸凹模固定板的配合按H7/m6。其总长L=H固定板+H卸料板+(H橡胶-H预压)=20+14+(30-3)=60mm(2)冲孔凸模:冲孔凸模采用台阶式的,与凸模固定板的配合按H7/m6.其总长H=H固定板+H凹模+H空心垫板=50mm,小端长32mm;(3)凹模采用薄凹模结构,薄凹模厚度尺寸(可以参考单工序模具凹模的厚度计算公式H=Ks=72×0.24=17.28mm)取18mm。凹模壁厚尺寸C=(1.5~2)H=27~36mm式中K查《冲压工艺及模具设计》表3-15取0.24s=72mm凹模板边长:B≥44+2×(27~36)=98~116L≥72+2×(27~36)=126~144L取160,一般情况下,B≧L,所以B取160,故薄凹模板长、宽、厚度尺寸160mm×160mm×18mm(4)模具刚性校核凸凹模尺寸较大,模具强度较大,所以不需要校核,小凸模:单个凸模所受力:冲裁力:22500/2=11250N;推件力(倒装复合模)9900/2=4950N冲压合力:倒装:11250+4950=16200N无导向:Lmax=32mm≤95d2√F=95×82√16200=47.77mm可行2、其他板的尺寸[参考典型组合结构(GB2858.2-81)]凸凹模垫板:160×160×8凸凹模固定板:160×160×20卸料板:160×160×14空心垫板:125×100×16小凸模固定板:125×100×18小凸模垫板:125×100×83、模架规格上模座的规格:160×160×45下模座的规格:160×160×55模柄的规格:A50×100导套:A28H7×90×38导柱:A28h6×80×2004、模具闭合高度(55+8+60)+(45+16+16+8+18)-1=225mm七、校核所选压力机J23-25压力机:标称压力250KN;滑块行程65(次/分);连杆调节长度55mm;最大装模高度270mm,工作台尺寸370mm×560mm,模柄孔尺寸φ50×70;电机功率2.2kw。校核以上所有参数,可满足使用要求。使用J23-25能满足该模具使用要求。八、编制工作零件机械加工工艺卡凹模机械加工工艺规程卡凹模机械加工工艺规程材料Cr12硬度60~64HRC序号工序名称工序内容1备料锻件(退火状态)165×165×182粗铣铣六面到尺寸160.3×160.3×17。注意注意两大平面与相邻侧面用标准角度测量达到基本垂直要求3磨平面磨光两大平面厚度到mm,并磨四个侧面,达到两相邻侧面垂直,垂直度0.02mm/100mm4钳工1、划线划出凹模轮廓及螺孔、销孔和穿丝孔中心线2、钻孔钻螺纹孔、销钉底孔和凹模洞口穿丝孔3、铰孔铰销钉孔达到要求4、攻丝攻螺纹丝达到要求5热处理淬火+低温回火使材料硬度达到60~64HRC6磨平面磨光六平面消除淬火变形和氧化皮,并达到工艺所要求的尺寸7退磁消除坯料残余磁8线切割电火花成型凹模洞口,并留0.01~0.02的研磨余量9钳工研磨凹模洞口内壁面到尺寸,粗糙度0.8μm10检验按图纸检验塑料模具成型工艺与模具设计设计课题:工件如下图,材料ABS,年产量8万件,要求确定零件的成型工艺参数,设计成型零件的模具、编制模具的加工工艺。一、工艺分析1、原材料分析ABS为热塑性塑料,化学稳定性比较好,机械强度较好,有一定的耐磨性,但耐热性较差。ABS吸水性较大,成型前原料要干燥;在升温时粘度增高,成型压力
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 xiaoxiaogo
xiaoxiaogo
本文标题:模具课程设计书正文
链接地址:https://www.777doc.com/doc-288106 .html