您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > LNG切割气用LNG瓶组气化站建设方案
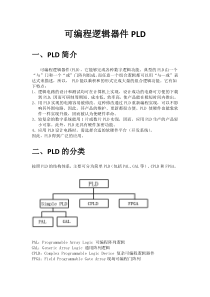
天然气切割气用LNG瓶组气化站建设方案1.项目情况介绍1.1客户情况简介略1.2天然气切割气工业和建筑行业中,气体火焰加工是一种普遍使用的金属加工工艺过程。乙炔就是一种最早的、目前仍被普遍使用的金属焊割气。尽管我国已禁止了小型乙炔发生器,但仍有大型的乙炔站在使用。使用乙炔弊端较多,首先乙炔生产耗能耗电,属高耗能产品。生产一吨乙炔需要4吨左右的电石。目前山东地区每吨乙炔气的价格已超过16000元/吨,使用成本高。其次乙炔是一种易燃易爆的危险物品。乙炔极易发生回火爆炸。而且长期以来,市场上充斥着大量不符合国家强制标准的乙炔气和溶解乙炔气瓶,相当数量的乙炔气钢瓶充气前均未按规定灌注丙酮,大批乙炔钢瓶或超期服役,或充气量严重不足,安全隐患大。同时乙炔在与氧气混合燃烧的过程中产生的黑烟中含有对人体健康有害的磷化物和硫化物等有毒气体。而且使用乙炔易发生切口上缘熔化,下缘挂渣不易清除等现象;当氧-乙炔火焰温度过高时,还会造成切割面硬化现象,不便于下一道工序的机加工和焊接,尤其是切割易淬火钢时,容易导致切口裂纹,造成加工质量不稳定。丙烷也作为一种切割气体,在一些行业中普遍使用。但丙烷燃烧温度低,切割速速慢,氧气消耗量大,在厚板切割上有难度;且丙烷比重比空气大,易沉积,不宜在类似船仓等相对密闭的空间中使用;其次部分产品纯度不高,含有部分烯烃成分,气化不充分,容易堵塞管道;另外需要频繁更换钢瓶,劳动强度大;同时丙烷价格随石油产品价格定价,市场价格波动大。所以,推动天然气、液化石油气、丙烷气等“绿色气体”的使用,使金属焊割气更清洁、安全、绿色、高效,就成为环境标志金属焊割气的导向目标。下表给出了天然气、丙烷和乙炔作为工业燃气的物性比较。从中可以看出,天然气的有效热值比乙炔低,火焰能率比乙炔小,燃烧速度比乙炔慢,这给使用天然气切割造成一定的困难。另一方面,天然气在空气中的爆炸范围小,燃烧速度慢。因此,爆炸、回火的可能性比乙炔小,使用天然气的安全性比乙炔高。天然气与丙烷、乙炔物性比较气体体积质量Kg/m3低发热值Kcal/m31m3气体燃烧所需氧气量m3在氧气中的燃烧速度(m/s)与氧混合的火焰温度(℃)在焊炬中完全燃烧天然气~0.75~8500124.61850~2540丙烷1.351521953.72832乙炔1.2126001~1.42.56.93100~3350由于以上天然气与乙炔工业燃气的不同特点,在使用过程中需要通过加入添加剂来改善天然气的性能。在加入了添加剂后,与氧混合的火焰温度达到3100℃以上,焊割性能和质量达到或超过乙炔气的水平,抗氧化、焊池好、熔深够、能渗透、成形好、强度高、易浮渣。同时切割断面光洁,预热时间平均比乙炔短,切割速度比乙炔快,并有利于切割大厚度钢材。在某企业的前期试验中,进行了乙炔气和天然气(加入了添加剂)切割效果的比较。用气试验的项目包括:打孔、切割和熔断,结果显示使用天然气作为切割气,切面平滑,熔渣少(见图1~3)。天然气和乙炔气的切割速度和耗氧量大致相同,而天然气的耗气量比乙炔低37.5%。具体试验结果如下:项目气体30mm板打孔30mm板切割12mm板熔断天然气20秒2’33’’/m8’48”/m乙炔17秒3’30’’/m10’28”/m图1切割坡口图2切割断面图3打孔图4水中作业与丙烷相比,由于天然气密度小、不易堆积,所以在船舱等密闭空间使用时更安全,而且还可以在水中作业(见图4)。目前丙烷的价格随石油价格大幅增长,与之相对应我国天然气资源供应日趋丰富,价格低廉。随着西气东输工程的建成、LNG项目的发展,天然气在工业切割气的规模化应用将成为可能,并将产生较好的经济效益和社会效益。1.3天然气切割气生成工艺天然气作为切割气前需要添加一定量的添加剂。对于小型用户,可以由供气厂商在工厂直接添加好后罐装供应用户,而对于工业气体大型用户来讲,更经济有效的方式是通过管道或LNG气化站供应天然气、再通过一定的装置完成添加剂的注入和混合,然后供应给现场切割使用。整个工艺的简图如下图。1.4本项目LNG气源解决方案由于本项目所在地目前尚无天然气管线,所以采用LNG作为气源是最佳方式。目前,国内LNG的生产有新疆,内蒙,山西,山东,河南,四川,重庆,江苏,青海等地区的十几个厂家,同时广东,福建等地也建有进口LNG接收站.国内LNG的供应已经很丰富。用户可以灵活选择合适的供气单位。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 bbs31201
bbs31201
本文标题:LNG切割气用LNG瓶组气化站建设方案
链接地址:https://www.777doc.com/doc-2881260 .html