您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > MBR技术在高氨氮废水处理与回用工程中的应用
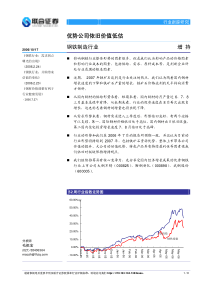
技术资料由银川莱特莱德水处理公司提供MBR技术在高氨氮废水处理与回用工程中的应用随着膜材料的发展及环保要求的不断提高,MBR(膜生物反应器)技术逐渐在生活污水和工业废水的处理和回用领域崭露头角。结合某联碱企业合成氨工艺中洗煤高氨氮废水的工程实例,系统介绍MBR技术在高氨氮废水处理与回用中的应用。在此工程中,通过组合工艺A/A/O+MBR的处理,经过近1年的稳定运行后,CODcr保持在45mg/L以下,NH3-N保持在1mg/L以下,满足GB13458-2001《合成氨工业水污染物排放标准》一级排放标准。我国是一个人口众多的农业大国,合成氨工业在国民经济发展中始终处于十分重要的地位。它不仅对农业发展起着举足轻重的作用,而且也是重要的工业原材料,被广泛用于制药、炼油、合成纤维、合成树脂等工业部门。合成氨工业既是耗水大户,也是排污大户。主要存在着高氨氮废水排放量大,排放点多,污水成分复杂等问题。多年来,水污染问题一直是制约合成氨工业可持续发展的主要因素之一。目前对此类废水的常规处理方法是生物法。常规的生物法中,脱氮工艺主要是建立在硝化-反硝化机理上,利用好氧硝化、缺氧反硝化来达到脱氮的目的。为保持构筑物中存在足够的硝化技术资料由银川莱特莱德水处理公司提供细菌维持硝化反应,需维持较长的污泥龄,相应的增加了构筑物的池容。另外,如果污泥沉降性能变差,则二沉池沉降效果也将变差,出水悬浮物增高,附着在污泥上的硝化菌也随之流失,使得系统的硝化细菌量变少,间接影响处理能力。MBR是利用高效分离膜组件取代二沉池与生物处理中的生物单元组合而成的一套水净化再生技术。MBR利用膜的截留作用,几乎能将全部的污泥及微生物截留下来,使生物单元具有较高的污泥浓度。在不增加池容的前提下相应延长了污泥龄,满足了硝化菌的生长,减少了硝化菌的流失,同时在MBR中还发现存在同步硝化和短程硝化反硝化现象,因此不但提高了对有机物的去除率,而且使其对氨氮的去除效果也明显增高。另外,MBR还具有占地面积少,出水水质好,运行稳定,操作简单,易于自动控制等优点,在生活污水和工业废水处理及回用领域得到了极力推广。本文通过某联碱企业合成氨工艺中洗煤高氨氮废水的处理及回用工程实例详细介绍了MBR技术在高氨氮废水处理与回用中的应用,以期在处理同类废水时能提供可鉴之处。洗煤废水以高浓度煤气洗涤废水为主,含有大量酚、氰、油、氨氮等有毒、有害物质。综合废水中CODcr一般在5000mg/L左技术资料由银川莱特莱德水处理公司提供右、氨氮在200~500mg/l,废水所含有机污染物包括酚类、多环芳香族化合物及含氮、氧、硫的杂环化合物等,是一种典型的含有难降解的有机化合物的工业废水,特点是含有大量煤渣和油,有机物含量高,氨氮含量高、含盐量高。该联碱企业主要生产氯化铵、重质纯碱、尿素、液氨和甲醇等工业产品,其废水来源于造气废水、甲醇常压蒸馏塔排放的含醇废水、脱盐水站和各循环水装置、锅炉的排污水以及生活污水等,属于典型的洗煤废水。因此,如果不能妥善处理此类废水,必将对环境造成严重的污染。2工艺流程及处理水质2.1工艺流程该企业污水处理系统包括以下几个方面电气自控系统:PLC、变频器、电控阀门、液位计、在线检测仪表等。生化处理系统:平流池、气浮池、水解酸化池、缺氧池、好氧池+MBR池等膜系统:膜架、天津膜天中空纤维帘式膜(MBR)、在线气水洗、曝气系统、离线清洗部分。技术资料由银川莱特莱德水处理公司提供2.3主要构筑物及工艺参数水解酸化池:有效容积200m3;缺氧池:有效容积670m3;好氧池+MBR池:有效容积1600m3;整个系统的氨氮总负荷:0.12kgNH3-N/kgMLSS・d。2.4MBR部分本工程采用天津MOTIMO的FP系列中空纤维膜组件,它是以PVDF作为膜材料,这种材料具有非常稳定的化学稳定性和高抗污染性,是膜行业公认的最佳膜材质,制备的中空纤维微滤膜具有高抗污染和耐酸耐碱和耐氧化性能,非常适用于MBR系统。MOTIMO公司生产的FP系列膜组件外形见下图2利用膜组件进行的固液分离过程取代了传统的沉降过程,能有效的去除固体悬浮颗粒和有机颗粒,制备无菌水。与传统工艺相比,MBR可以使活性污泥具有较高MLSS值,延长其在反应器中的停留时间,提高氮的去除率和有机物的降解。MBR是现代化的、高效的水处理系统,可满足市政污水处理量不断增长的需求,技术资料由银川莱特莱德水处理公司提供极大地提高污水处理后的水质。MOTIMO的MBR系统是一种操作简单,自动化程度高的处理过程,具有以下优点:⑴与传统处理系统相比,可节省50%左右的土地使用面积;⑵可处理MLSS含量高(10g/L)的污水,具有较长的淤泥截留时间(≮60天);⑶对不同的进水,有稳定的产水水质;⑷污泥产量低,减少了处理的费用;⑸能耗低,清洗简单,运行费用低。MBR是一种将活性污泥法和一体化浸没式膜分离系统相结合的新型污水处理技术。这一过程可广泛应用于市政和工业污水处理领域,包括水资源回用,社区发展,公园景点水资源回用等。作为一种新兴的污水处理技术,MBR已经被广泛的应用于世界各地的污水处理厂。此外,MBR的使用量还在平稳的上升,其规模也在不断扩大。一些处理规模在2,000到10,000m3/d的装置已经平稳运行了数年,同时,新一代的MBR装置的处理规模已达到45,000m3/d。3结果与讨论技术资料由银川莱特莱德水处理公司提供3.1运行情况分析3.1.1调试驯化期间生化系统的启动和调试从2009年07月开始,共持续了2个月的时间。系统启动主要分3个阶段:闷曝培养→连续进水驯化→稳定抗冲击运行。1)闷曝培养闷曝培养阶段主要目的是接种、培养和驯化活性污泥。活性污泥是生化处理系统的反应工作主体,对其培养和驯化的好坏直接影响整个生化系统的处理效果。首先选用当地的河水来进行对污泥的培养,通过分批向生化系统内投加高氨氮废水的接种污泥和驯化污泥的营养物质,将整个系统的硝化细菌和反硝化细菌培养到位。2)连续进水驯化活性污泥培养到位之后,开始向生化系统连续进工业废水,稳步提高生化系统的容积负荷,并密切关注污泥的生长状况和调整营养物质的投加量,最终使得系统进水量达到设计水量,各个池体的SV30保持在20%左右。技术资料由银川莱特莱德水处理公司提供3)稳定抗冲击运行整个生化系统经过1个月的污泥培养和连续进水驯化之后,进入系统的稳定运行阶段,此阶段主要考察生化系统的抗冲击能力。当进水水质有较大波动时,通过调整系统的曝气量和营养物质的投加量,使系统的出水水质保持稳定,达标排放。3.1.2稳定运行期间整个生化系统通过2个月的调试驯化,最终进入连续稳定运行阶段。从2009年9月1日开始,整个生化系统进入连续稳定运行阶段。在整个9月份,由于系统进水水质CODcr浓度高、波动大,同时整个生化处理系统还比较脆弱、不成熟,因此在此阶段出水CODcr变化波动也较大,CODcr去除率最高时可达到98%,最低时只有78%,但出水水质均满足GB13458-2001《合成氨工业水污染物排放标准》中的一级排放标准。进入2009年10月份之后,生化系统的进水水质趋于稳定,基本保持在450mg/L左右,因此从曲线图中可以看出,整个生化处理系统的出水水质也逐渐趋于平缓,出水CODcr基本保持在45mg/L左右,系统CODcr去除率均在90%左右,生化处理系统稳技术资料由银川莱特莱德水处理公司提供定,出水水质满足GB13458-2001《合成氨工业水污染物排放标准》中的一级排放标准。3.2运行经济分析该生化处理系统连续稳定运行阶段的经济分析情况结合上表可以看出,该生化系统在联碱企业合成氨工艺中煤化工废水处理工程中,表现出一定的经济合理性:1)生化系统中液碱用量低,仅为理论计算用量的50%左右,这是由于该联碱企业生产工艺中有一股洗碱(Na2CO3)废水排放至生化处理系统中,对该股废水水质分析得知,该废液重金属含量低,ph值为9.79,总碱度(以CaCO3计)为75075mg/l,是完全可以用来补充生化好氧池硝化所需的碱度;2)由于联碱生产工艺中会有副产品甲醇产生,本工程中反硝化所需的低碳源使用未经提纯的粗甲醇或甲醇残液,因此在本工程中低碳源甲醇的运行成本可以忽略不计。2)该生化系统的耗电量为160KWh,系统出水水质均可满足业主回用水水质要求。4结论与建议技术资料由银川莱特莱德水处理公司提供该联碱企业合成氨工艺中煤化工废水处理工程项目在采用生化+膜生物反应器(MBR)处理工艺之后,经过2个月的工艺调试进入连续稳定运行阶段的数据分析和讨论,可以得出以下结论:1)本工程采用天津MOTIMO的FP系列中空纤维膜组件组成的膜生物反应器,利用膜组件进行的固液分离过程取代了传统的沉降过程,使好氧活性污泥生化池具有较高MLSS值,延长活性污泥在反应器中的停留时间,大大的提高了氮的去除率和有机物的降解。2)以该联碱企业合成氨工艺中煤化工废水处理工程项目为例,采用A/A/O+MBR处理工艺处理高氨氮废水,在经过近1年的稳定运行之后,出水CODcr保持在45mg/L以下,出水NH3-N保持在1mg/L以下,出水水质满足GB13458-2001《合成氨工业水污染物排放标准》中的一级排放标准,并同时能满足业主所提供的回用水水质要求,真正做到了节约水资源和水资源的循环利用,因此充分说明了此处理工艺对于处理高氨氮废水有较好的处理效果,以期对类似工程起到一定的参考价值。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 mayi816
mayi816
本文标题:MBR技术在高氨氮废水处理与回用工程中的应用
链接地址:https://www.777doc.com/doc-2882502 .html