您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 数控车削编程与操作训练说课
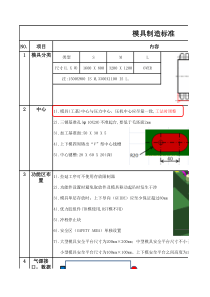
NO.项目气源接口,数据线插座4模具分类12中心3功能区布置3).模具单层存放时:上下导向(GUIDE)应至少保证超过80mm4).优力胶组件(TR模使用,RST模不用)5).冲程停止块小型模具安全平台尺寸为100mm×100mm。上下模安全平台之间高度为120mm。1).拉延工序可不使用存放限制器2).功能件设置时避免取放件及模具移动起吊时发生干涉6).安全区(SAFETYAREA)单独设置7).大型模具安全平台尺寸为200mm×200mm;中型模具安全平台尺寸不小于150mm×150mm;注:1500X900ISM,3300X1100ISL.1).模具(工基)中心与压力中心,压机中心应尽量一致,工法时调整模具制造标准内容1600X8003200X1200OVERSML类型尺寸(LXW)2).三销基准孔(φ10X20)不准起台,要低于毛坯面2mm3).加工基准面:50X30X54).上下模四周铸出“V”型中心线槽5).中心键槽:28X60X20(深)无气源接口,数据线插座4注:考虑换线生产可能性及左右件对称制作,集头座位置统一设置左前,右后两个位置1000T线生产线2000T线1500T线1000T线气源接口左前侧右后侧左后侧右后侧电器接口左后侧无无1).顶件装置采用气缸顶料的,顶起高度约为50mm6顶升5集头座2).大型外板件顶升一般选用H型顶升器大型外板时使用H型顶升器行程505050KQT10-00φ10(红色,蓝色)AS3201F-03-10S调速阀T形接头型号MBF32MBF40MBF63KQL10-03SKQL10-02SKQL10-01S弯接头401402403404&4054066顶升气管3).一般内板件顶升气缸优先选用SMC标准型气缸MB系列(φ32或φ40,行程50)4).优先采用正面安装方式,支架需设置防转6顶升FCD60FCD70GM241GM246ICD5Cr12MoVD2XW-42大于50大于50大于50大于5050-5558-6058-6058-60序号厂商热处理(HRC)凹模(DIE)t≤1.2ICD5FCD70CAM滑动块FC300或(FCD70强度不好时)上模座FCD60或FCD70整形刀块GM241CAM驱动块FC302).热处理材质GM241FC30+D2或(GM241+D2半镶)GM241GM241压料圈(B/H)D2FC30或(FCD70强度不好时)FC30FC30FCD60或FCD70下模座D2FC301.2<t&390MPa<σs1).模具材质6顶升FC30FC30+D2剪边刀块8标准部品7模具材质,热处理凸模(PUNCH)压料芯(PAD)FC30部品规格使用范围1盘起2盘起3盘起4盘起5盘起6盘起7盘起8盘起9盘起10盘起11盘起12盘起13盘起14盘起15盘起16盘起17盘起18盘起19盘起20东发21KALLER22冲头固定座CCP-APCCP-FP侧冲孔使用冲头SSJ_S侧冲孔,带顶出销8标准部品DDP-APDDP-FPNC加工型,带5mm厚垫板冲头SSP_S-C正冲孔,带中心销冲头固定座冲头GG-SP_SGG-SJ_S模钮EEKSDEEKD_杆部止动,冲头固定板自制时使用冲头固定座PBPLA_快换式,直径10mm使用冲头BDLR快换式,直径10mm使用到底记号DDCBA16一次型成型到底确认铸入式吊耳CCHFL40CCHFL505吨以下模具,环模PCWPW-L-SP宽度尺寸为125时加H导柱MGPZ60-250/MGPZ80-300氮气弹簧X系列导套PCGB60-80-90-SP/PCGB80-100-120-SP耐模板弹簧TMTH氮气弹簧冲击块侧销CCSPS40-80/CCSPW40-80聚氨酯弹簧组件EESBT7022140TR使用,RST不用缓冲器套PHNF7022-110-YTR使用,RST不用行程控制杆CCSR32-L/CCSR25-L弹簧导销SSGCCAMPUCMSC/PUCMSG/PSOUK23盘起24盘起25盘起2627282930②尽量设置在模具凹形面③尽量设置在最终成型部位④尽量选择材料不流动部位①尽量设置在平面⑤数量:2个,设置在钣件对角平面位置8标准部品⑥后工程冲压角有变更时,需变更角度9C/H,到底记号,件号标记1).C/H在拉延模设置冲头模钮冲出2个φ10H7的孔,作为后工程合模基准模钮选用EKSD25-25-P10.10,冲头使用φ10定位销调整块KGL70冲程停止具定位键LLK20-60钢块定位定位键LLK28-60⑦后工程C/H位置下模型面保留⑧后工程C/H位置上模逃让铸物定位平衡块/闭合块DR/RST/FL使用顶杆冲击块定位器定位器1).工序名称④尽量选择材料不流动部位①依厂商要求制作②一般在整形工序设置,若无整形工序才可以设置在拉延模上⑤数量:2个,设置在钣件对角平面位置⑥压印深度0.3⑦标记一半留在产品上,一半在废料上①尽量设置在平面及容易压字的部位②尽量设置在模具凹形面③尽量设置在最终成型部位9C/H,到底记号,件号标记3).件号标记,左右件标记,车厂标记,生产周标记等10工序表示2).到底记号(三住DCBA16)缩写英文名称中文名称BLBLANKING落料DRDRAW拉延TRTRIM剪边PIPLERCE冲孔CUTCUT切断SEPSEPARATE分离FOFORM成形11铸字标准10工序表示2).表示方法OP05BL(落料)OP1/4DR(落料除外)OP4/4C-TR+C-PIOP2/4TR+PIRSTRESTRIKE整形FLFLANGE翻边、压弯2).两侧铸出方向“→”箭头示前方多工位3).前侧铸出“车型-零件号-工序-工序内容模具材质”TRATRANSFAR翻边BURBURLING翻孔斜楔4).左侧铸出“车型-零件号-工序”5).右侧铸出“车型-零件号-工序”,“平伟模具”以及“模具重量”CURCURLING卷耳HEMHEMMING包边BENDBENDINGOP3/4RST+FLCAMCAMPROPROGRASSIVE级进模1).前侧铸出“F”闭合高度1211850850铸字标准10501000T液压线生产线优选闭合高度1500T液压线2000T自动线11501000T自动线车型-零件号-工序-工序内容1500T液压线60(手动夹持)601000T自动线52(自动夹持)6055(自动夹持)602000T自动线生产线T(下模)压板槽13类型4处以上6处以上8处以上数量SMLT(上模)闭合高度12SM闭合高度公差模具类型L120无450,750450,900(1050),1500(1650)快速夹持压板槽1314吨至20吨10吨至14吨6吨至10吨14型35300020型601).下列是一个起重耳(HOOK)的重量,选择时按照总重量的1/22).形状及尺寸使用范围吊棒规格d50700010型406型14吊耳吊耳类型10000容许负载KG5000U沟高度公差:+10C303).注意事项14吊耳1).模具重量小于5T时采用起重销(PIN)方式15吊钩14吊耳R20吊耳旁边尽量不要开孔R3050DD1D2TABCEFG2580321003611040905518.935603017.4150120501207025.235704018.117015070210导向标准162).下列是一个起重销(PIN)的重量,选择时按照总重量的1/2.15吊钩CHFL(导向标准16导向标准16导向标准16导向标准162).中央导滑腿导向导向标准16当A450时,采用以下结构导向标准16导向标准163).四角导滑腿导向导向标准164).拉延模环模设置外导向时导向标准165).导柱压料开始前,上下模导向部分的导板面至少要接触80mm以上,导柱与衬套接触50mm以上ABCEFKdLDS16010060406025080M180125704080300100L22015080501003501206).尺寸标准7).耐磨板优先选用以下规格XXX100-100XXX100-125XXX100-150导向标准168).细部处理(3).压料作用将压料力的计算过程与弹簧线图放在一起导向标准16*应在弹簧压力曲线图中标示的项目18弹簧线图F压料力=L(加工线长)Xτ(抗剪强度)Xt(材料厚度)XK(系数)τ(抗剪强度)=σb(抗拉强度)X0.8F压料力=L(加工线长)Xσb(抗拉强度)Xt(材料厚度)XK(系数)1).弹簧规格2).压缩量①.压料是在加工时起到防止产品变形(2).翻边整形②.修边或冲孔时压料同时起到退料作用压料力(1).剪边冲孔17R30R304).作业开始时行程及压料芯压力(F)19压料行程1).剪边冲孔模无纵切无凸轮时取ST=302).其它视情况选用30,40,50…3).行程依据3D移动压料实际测量确定4).刀块确定TR5).吃入量6).压料芯行程(PADST)α:预压量18弹簧线图3).常数(K)7).最终作业结束时的力(F')8).弹簧(SPRING)数量(n)RST/FL两段弯边时19压料行程19压料行程②.纵壁垂直19压料行程工作安全侧销侧销压板压板1).固定类型19压料行程压料固定20套筒套筒4).侧销相关部位尺寸套筒作用时使用螺纹加长背后加螺母形式2).下压料不使用侧销,可使用套筒螺栓或压板限位,为了保证模具在翻转时安全,限位装置至少可以承受下压料或压边圈2倍重力。压料固定203).使用氮气弹簧或侧冲孔正压料时不能使用两段式侧销A.工作用:4个B.安全用:2个三住CSPS40-80压料固定20压料固定20压料固定205).压板部位尺寸L可加工深度为500左右耐磨板优先选用以下规格100150125XXX100-150XXX100-125h=0.6-0.7H压料板引导对应最大尺寸L(mm)宽度1组时(2倍)XXX100-100XXX100-757521压料导向150300200250压料固定2022压料安定1).要有安定的的压料板承受面,摇动时才不会倾倒2).压料板的形状不安定时,要安装平衡块,以防止摇动时压料板倾倒23压料强度22压料安定3).必要时使用锥形平衡块特别是在中央部,压料的断面明显变小时,应注意其强度压料的厚度以下图为基准(铸件的情况下)3).铸件重量大于等于1吨的,螺纹应≥M24;铸件重量在1吨以下,螺纹可以使用M20。起吊翻转1).大型铸件嵌入“工”字型起吊用螺纹套【LIFT'GBUSH】(内螺纹),如顶盖压料2).一般铸件,使用铸入式螺纹套困难,可以起凸台攻螺纹。23压料强度244).起吊位置设置要尽量平衡,翻转位置设置要便于翻转(设置于长方向为佳)。起吊翻转2425弹簧选用设弹簧选用(东发)TH60-100TH-绿色50万回TM-红色常数行程范围20.5~25.6TH50-10020序号行程要求19.528.150万回TM50-80TM60-8025弹簧选用1序号规格PAD行程102520203830305040406350507560608070TM50-175氮气弹簧选用(KALLER)X2400-CB8-25冲击块规格TM50-125--------------TM60-175TH50-200TH60-20032.0~40.038.4~48.010.415.0TM50-150TM60-150TH50-150TH60-150作用部直径mm底部牙螺栓规格12.9FFX-150034023044.8~56.08.912.518.0TM60-125FFC-750CB8-25DDTPK50-80-2025弹簧选用450X1000-2-M8,深6mmCB8-12MPX-150045安装板(正面锁付)螺栓规格282-M8,深6mmCB8-10MP-750安装板(底面锁付)螺栓规格4-M8,深6mmX1500-36DDTPK60-100-20CB12-35CB12-35FFC-3000CB10-25X4200-604-M8,深12mmCB8-16MP-3000CB8-10MP-1500CB10-30F
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 未完成の我
未完成の我
本文标题:数控车削编程与操作训练说课
链接地址:https://www.777doc.com/doc-288672 .html