您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 端子机及模具维护管理1
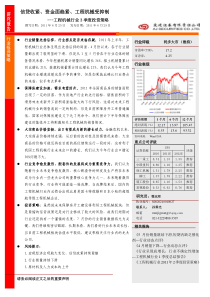
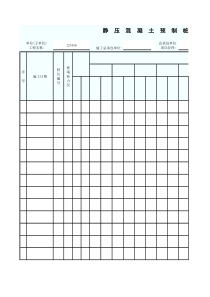
端子机及端子模具维护管理(内部培训)2019/8/15海门锦星汽车线束有限公司21.公司内现有的端子机型号及各自介绍2.公司内现有的端子模具型号及制式3.端子状态不良分类及不良原因4.JAM模具的调试方法5.端子模具的保管及点检方法6.端子模具的维护7.端子模具出现不良后维护的流程目录2019/8/15海门锦星汽车线束有限公司31-1.无锡钜纶端子机介绍主机整体图片电源盒控制器盒机型MODELFE-2TC外观尺寸DIMENSION435*550*530㎜重量EHIGHT115KGS电源POWERSUPPLY110V/220V60/50HZ操作方式OPERATIONS单动脚踏FOOTSWITCH出力STROKESTRENGTH3.0TOM行程STROKE30㎜马力HORSEPOWER1/4HP剥皮长度STRIPPINGLENGTH1.0~6.0㎜适用线径APPLICABLESIZEAWG20~AWG34气压AIRDRESSURE5~7KGS2019/8/15海门锦星汽车线束有限公司41-2.JAM(嘉睦)贸易有限公司端子机介绍主机整体图片电源控制盒剥线及刀口调整总成110V变压器吸屑装置压接能力14.7KN冲程长度30㎜主机电机单相AC100V200W剥皮长度2.0~4.0㎜适用线径UL1007AWG#36~#18剥皮电机单相AC100V60W机型SCM150S功能电线先切断剥皮压接端子生产能力AUTO0.9秒1周期电源单相AC100V/60/50HZ控制方式STRIP.AUTO的2种方式操作方法脚踏开关重量86KG设备尺寸371*349*433㎜气压0.6MPA(剥皮屑吸尘装置)2019/8/15海门锦星汽车线束有限公司51-3上海卫星端子机LPM-20介绍主机整体图片规格参数型号LPM-20压接能力20KN冲程长度30㎜主机电源单相AC220V10A电机功率205W2019/8/15海门锦星汽车线束有限公司61-4AMPTYCO有限公司端子机DT-3000介绍主机整体图片调节开关型号DT-3000压接能力20KN冲程长度30㎜主机电源AC100~240V50/60HZ电机MODELPM8028-PL7310电机序列702766设备图番1725100-22019/8/15海门锦星汽车线束有限公司71-5宏日钢机械有限公司端子机CLT-05介绍主机整体图片规格参数型号CLT-05压接能力20KN冲程长度30㎜主机电源单相AC220V10A电机功率250W2019/8/15海门锦星汽车线束有限公司82-1端子模具的分类及现有型号JAM原装横送AMP原装横送福建革新横送福建革新竖送凡益横送JAM自动机横送2019/8/15海门锦星汽车线束有限公司92-2端子模具的分类及现有型号我们现有29个端子模具141211A8206141215A8732SXH-001T-P0.6350536141215SHF-001T-0.8SS1412A4SRA-51T-4141204A8592141620A7367SXH-001T-P0.6141293A8371141274A6124SPLI-002T-P0.5141245A8372141284A7366SXA-001T-P0.6141212A8274141613A8310SXA/M-001T-P0.6141613SYM-001T-0.6141242A8633141242A5959AMP1971031141616A8751AMP1999135-22019/8/15海门锦星汽车线束有限公司103-1端子不良分类及不良原因正常端子的状态2019/8/15海门锦星汽车线束有限公司113-2端子不良分类及不良原因1.外皮包脚断裂4.铜丝外漏3.压接过浅2.压接过深2019/8/15海门锦星汽车线束有限公司123-3端子不良分类及不良原因5.前端切平8.后端无喇叭口7.尾巴过长6.端子卡口变形2019/8/15海门锦星汽车线束有限公司133-4端子不良分类及不良原因9.端子上翘12.前端芯线过长11.无芯线压接10.端子下仰2019/8/15海门锦星汽车线束有限公司143-5端子不良分类及不良原因13.端子叠压15.压接高度的判定14.接触部位变形2019/8/15海门锦星汽车线束有限公司154JAM(嘉睦)模具调试方法1电线夹的强度调整2019/8/15海门锦星汽车线束有限公司164JAM(嘉睦)模具调试方法2刀片的安装确认2019/8/15海门锦星汽车线束有限公司174JAM(嘉睦)模具调试方法2刀片的安装确认2019/8/15海门锦星汽车线束有限公司184JAM(嘉睦)模具调试方法2刀片的切入量调整2019/8/15海门锦星汽车线束有限公司194JAM(嘉睦)模具调试方法3送端子位置调整2019/8/15海门锦星汽车线束有限公司204JAM(嘉睦)模具调试方法4压接高度调整2019/8/15海门锦星汽车线束有限公司214JAM(嘉睦)模具调试方法5剥皮位置调整2019/8/15海门锦星汽车线束有限公司224JAM(嘉睦)模具调试方法6清除剥皮屑2019/8/15海门锦星汽车线束有限公司235-1端子模具保管及点检记录表记录端子压榨的模具下部,端子碎渣会粘在上面.如果不去清除的话,模具会倾斜或由于模具的破损导致制品不良的发生.1)模具放到垫子上面或者取下时垫子位置不能变动为了防止用两面胶将其固定.2)模具放在垫子开孔处.3)将模具放在垫子上时,在垫子上表面滑动放置就可取出取出时往上面放模具时也要滑动取出.*注意)垫子有空圆圈的方向开始,向反方向逆转90度,就是滑动取下的方向.模具垫子模具放置场所滑动方向2019/8/15海门锦星汽车线束有限公司245-2端子模具保管及点检记录表记录预防端子模具由于磨损,变形等不确定因素关联引起的不良作业开始前的点检使用千分尺对芯线压榨部宽度的测定.加强对芯线压榨部宽度的确认以后能防止不注意时产生的不良.压榨方法的测定按照现有的管理实施※现有的端子的外观检查内容继续实施千分尺测定芯线压榨部宽度使用CCD放大镜,确认压榨状态是否正常.外形应无大毛刺应无大的空隙出现(看不见芯线)线皮与芯线都应在端子包皮部中心要露出芯线喇叭口应该是适当的状态芯线应露出1.0mm程度2019/8/15海门锦星汽车线束有限公司255-3端子模具保管及点检记录表记录1)取下刀片,用CCD确认刀面或刀口等有无划伤裂纹.这时抹布或者气枪使用将端子压榨后发生的碎末等清除※将CCD检查的结果记录在端子模具点检表上,如无问题会继续使用10万次再用CCD确认如果有划痕或裂痕就更换新的刀片.划痕裂纹端子刀片使用20万次后的管理方法2019/8/15海门锦星汽车线束有限公司265-4端子模具保管及点检记录表记录○正常﹡当异常发生时与上司联络×异常所属部门:HA△修理调整模具型号:模具管理编号:生技Q-B-019-05点检项目123456789101112131415161718192021222324252627282930311.拨爪的状态是否良好2..上下刀片固定螺丝是否松动3.各零部件是否生锈4.送端子螺丝固定状态是否良好5.压端子螺丝固定状态是否良好6.上刀滑块是否运转正常7.刀片是否达到20万次8.20万次后CCD检查是否可用9.每月加油一次点检时间检查员(姓名:)直接上司确认端子机模具日常点检表每月15号对模具进行保养一次承认年 月工程名:端子压着备注事项海门锦星汽车线束有限公司设备日点检记录表设备名称压接机设备编号点检年月使用部门装配车间点检者姓名班组长姓名点检方式12345678910111213141516171819202122232425262728293031机器表面是否干净目检各议表参数是否正常目检检查机器有无点润滑油目检电器线路有无凌乱,老化,电线露铜目检机器回升是否正常目检电源开关是否正常及有无损坏开机试脚踏开关是否损坏或不灵活现象开机试开机检查机器马达有无异声开机试各部位螺丝有无松动脱落扳手扭日产量统计计数点检者签名设备管理员签名注:1.“√”表示正常,“△”表示动作不可靠,“×”表示故障待修。2.保养日间:每天上班前十分钟或交班后十分钟.日期项目记录2019/8/15海门锦星汽车线束有限公司276端子模具的维护端子模具的清扫和防止生锈(每20万次)防止生锈定期的将防锈油涂抹在端子模具全身.(每月15日并记录在模具点检表上面)将主体与轴承连接部以及轴承的脏污清扫后,擦拭少量大黄油轴承回转进行确认大黄油防锈涂抹部分2019/8/15海门锦星汽车线束有限公司287.端子模具出现不良后维护的流程1.当端子模具出现问题时员工报告给管理者(组长以上)2.管理人员联络制造现场设备维护人员3.设备维护人员会在5分钟内到达需要维护的设备旁4.设备维护人员根据情况对设备进行修理,简单的调试马上进行,如果需要更换刀片,需要到主管确认,得到确认后更换刀片,同时在备用部品出入库表格上做好记录.尽量满足生产现场要求,如属特殊配件损坏无备件,马上报告,并且联络物流调达部门采购.5.设备维护好后,需要填写维修记录表由组长确认好后,每天由统计人员输入电脑存档.6.端子模具的维护应该是由简单到复杂,准确找到设备的故障点后,对该故障点进行修理,不要人为扩大故障点7.对设备和模具的修理后必须使工作台恢复到维修前的状况,不允许工作台增加垃圾.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 kyo543
kyo543
本文标题:端子机及模具维护管理1
链接地址:https://www.777doc.com/doc-290323 .html